Гибка труб: «холодный» и «горячий» способы
Гибка труб своими руками допустима лишь в разовых случаях. Если процесс сборки металлоконструкции или трубопровода предполагает использование большого количества «гнутых» труб, то процесс деформации изделий лучше всего проводить на особых станках – трубогибах.
Впрочем, в данной статье мы рассмотрим оба варианта деформации труб, примеряя каждый способ к изделиям разной формы и диаметра.
Гибка труб стальных или пластиковых: способы реализации процесса
По большому счету, существует всего два способа деформации трубного проката:
- холодная гибка труб
- деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).
Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
Исключение можно сделать только для комбинированных материалов на основе полиэтилена — гибку металлопластиковых труб выполняют только «холодным» способом. Внутри такой трубы находится армирующий пояс из алюминия – в процессе деформации гнут именно его и форму после гибки удерживает именно он.
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок.
Например, высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками.
То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся.
С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
Ну, а теперь, когда мы познакомились со способами деформации, давайте перейдем от теории к практике и разберем, как гнуть трубы «холодным» и «горячим» способом.
Холодная гибка – основные этапы технологического процесса
Используя холодную гибку, трубы можно согнуть практически под любым углом. Но сделать это можно всего двумя способами: вручную и с помощью специальных механизмов. Причем и сами механизмы могут использовать либо электрическую или иную энергию, либо энергию мускульной силы оператора.
К основным способам ручной деформации относятся следующие варианты:
- наматывание изделия на шаблон
- деформация изделия на опорах
Причем первый способ допустим только в том случае, если материал трубы будет достаточно пластичным. Ну а второй способ можно использовать и для более жестких труб.
Далее мы берем калибр – округлую и твердую поверхность – и гнем трубу, наматывая изделия вокруг калибра. Само изделие, при этом, удерживается за края мерного отрезка, а гнется только середина.
По такой методике осуществляется гибка труб из дюраля или латуни, или иного материала с достаточно высокой пластичностью. Сам изгиб получается относительно ровным, но такая технология сопровождается большими объемами отходов.
Ведь даже гибка медных труб – очень пластичных изделий – требует достаточно большого рычага. Следовательно, согнув участок в середине мерного отрезка, мы будем вынуждены избавиться от «рукоятей» — концов, за которые держались в процессе загиба.
Второй вариант – деформация на опорах – реализуется следующим способом:
- Сгибаемое изделие устанавливают на две точечные опоры. Центр трубы, при этом, находится над пустотой.
- Далее мы наносим удары в центральную точку, равноудаленную от двух опор. И под влиянием этих ударов труба немного сгибается. Причем саму трубу можно немного сдвигать, перенося центральную точку на пока еще недеформированный участок.
Правда, используя различные ручные приспособления для гибки труб, мы можем исправить эту ситуацию. Для этого нам нужны: ножовка по металлу, линейка и сварочный аппарат.
Линейкой мы отмеряет несколько точек на трубе (в месте загиба изделия), ножовкой делаем надрезы в теле трубы. А сварочным аппаратом завариваем швы после завершения деформации на опорах.
И никакого деформирования тела или профиля изделия – лишний металл мы уже удалили, сделав надрезы ножовкой.
Впрочем, несмотря на все наши ухищрения, ручная деформация уступает, по всем параметрам такому способу, как механическая гибка труб в стационарных условиях.
Основные способы механической гибки труб
Вся механическая гибка основана всего на двух способах:
- Обкатке трубы
- Гидравлической деформации трубы
Причем для реализации этих технологий используют как электрифицированные, так и ручные станки для гибки труб. Последние используют в качестве источника деформирующего усилия мускульную силу оператора, приложенную к рычагу или струбцине.
Электрифицированная и ручная гибка труб методом обкатки осуществляется следующим способом:
- изделие устанавливается на подающие вальцы станка
- Деформирующий валец подводится к поверхности трубы и упирается в нее с нужным усилием.
- Оператор включает мотор или начинает вращать барабан подающего механизма с помощью особой рукояти.
- Геометрические параметры процесса регулируют в ходе обкатки, поджимая деформирующий валец. Ведь чем большее усилие на этом вальце, тем больше радиус загиба трубы.
В итоге, такая, почти самостоятельная гибка труб – ведь большинство станков работают именно на ручном приводе – позволяет согнуть под нужным радиусом значительные партии заготовок. Причем качество гибки оказывается существенно выше любого, по-настоящему, ручного варианта.
Да и сам процесс деформации происходит быстрее. Однако обработка круглых труб, а равно и гибка труб большого диаметра, на вальцевых трубогибах невозможна.
Для этих целей лучше использовать либо прессы, либо специальные станки для гидравлического деформирования труб.
Какую трубу выбрать для ванной
Последний способ основан на деформации изделия, заполненного жидкой средой (водой или маслом), проводимой в контакте со специальным калибром. По сути, этот процесс повторяет ручную гибку методом наматывания, только результаты этого процесса выглядят более впечатляющее. Кроме того, гидравлическое деформирование дает возможность не только согнуть трубу, но и изменить диаметр сечения изделия.
Горячая гибка – как это делается ?
Горячее деформирование дает возможность согнуть самые жесткие трубы. Причем, как и в случае с холодной гибкой, горячий вариант можно реализовать с помощью всего двух технологических процессов: ручного и механического деформирования.
Горячая ручная гибка
Причем оборудование для гибки труб вручную горячим способом нужно почти точно такое же, что и при холодной деформации. Только в процессе «горячей» обработки задействуют еще и паяльную лампу или резак, которыми прогревается место деформации.
Поэтому воду в процессе горячей гибки в качестве наполнителя не используют.
Механическая горячая гибка
Этот способ практикуется при обработке изделий на вальцевых трубогибах. Причем используемые в ходе гибки инструменты – абсолютно идентичны аналогам, используемым в процессе холодной деформации.
Отличие между горячим и холодным процессом только одно – в случае горячей гибки трубу нагревают перед подачей в трубогиб.
Такой ход позволяет получить результат без особых хлопот: ведь на деформирующие вальцы, в данном случае, нужно подавать меньшее деформирующее усилие.
Источник
Как производится гибка металлических труб: технологические тонкости выполнения работ
Home » Как производится гибка металлических труб: технологические тонкости выполнения работ
Как производится гибка металлических труб: технологические тонкости выполнения работ
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений.
Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Способы гибки труб: как выбрать оптимальный
28 Сентябрь 2020 Способы гибки труб: как выбрать оптимальный
 28 Сентябрь 2020 Способы гибки труб: как выбрать оптимальный
28 Сентябрь 2020 Способы гибки труб: как выбрать оптимальный 

Вопросы, рассмотренные в материале:
- Основные технологии гибки труб
- Виды оборудования для гибки труб
- Нюансы гибки труб из цветных металлов
- Способы гибки труб большого диаметра
Различные способы гибки труб востребованы в тех случаях, когда для создания жесткой металлоконструкции заготовку не подвергают сварке и нет возможности использовать резьбовые соединения. У такой технологии есть свои достоинства, однако она не лишена и недостатков. Гибка труб должна осуществляться специалистами после проведения необходимых расчетов.
В целом, гибка дает одно неоспоримое преимущество – труба остается целой, что исключает течи. Именно поэтому так много сфер производства, где используется данный способ. В нашей статье мы расскажем о том, какими методами осуществляется гибка, какое оборудование используется и каковы нюансы этого процесса.
Основные технологии гибки труб
Гибку труб можно выполнить разными способами. Выбор того или иного метода зависит от таких факторов, как:
- диаметр трубы;
- качественные показатели прочности трубы после гибки и ее долговечность;
- материал заготовки;
- предельно допустимая деформация объекта;
- профиль;
- радиус сгиба;
- толщина стенок;
- требуемая точность гибки.
- Горячая гибка труб.
Во время сгибания труба подвергается воздействию температуры примерно в +900 °С. Длина рабочего участка зависит от сечения и радиуса гибки.
При этом необходимо исключить пережоги или повторное нагревание – это снижает качество изделия.
Когда все манипуляции выполнены и труба приобретает нужную конфигурацию, из нее извлекаются заглушки, убирается песок и промывается ее внутренняя поверхность.
- Холодная гибка труб.
Этот способ гибки труб имеет ряд преимуществ по сравнению с предыдущим: он более технологичен, процесс занимает меньше времени, а такая производительность способствует снижению затрат на выполнение работ.
Холодным методом сгибают заготовки из пластичных цветных металлов.
Например, медь и алюминий имеют высокий показатель ковкости, поэтому трубы из этого материала легко поддаются деформированию и без предварительного нагрева.
Если быть откровенным, то сгибание снижает качественные показатели труб и вызывает их некоторые дефекты. Чаще всего встречаются:
- истончение внешней по отношению к изгибу стенки;
- образование гофровых неровностей на внутренней по отношению к изгибу стенке;
- изменение формы полости трубы (проход может стать не круглым, а овальным).
Тонкостенные изделия из мягких металлов особенно подвержены деформациям, поэтому способы гибки труб с такой особенностью предполагают обязательное использование механического стабилизатора – дорна.
Дорн – это специальный элемент оснастки, который размещают в рабочем участке полости трубы на время гибки для того, чтобы не произошло производственной деформации ее стенок. Конструкция дорна может быть жесткой или гибкой.
Жесткий дорн – это стержень, выполненный из твердого материала. С одного края рабочей стороны имеет закругленную форму. Устанавливается в полость трубы в точку изгиба. Гибкий дорн также выполнен из твердого металла, но на краю имеет один или несколько гнущихся сегментов в форме сфер или полусфер специальной конфигурации.
Находясь во время работы внутри трубы, он обеспечивает сохранность формы ее стенок. Когда гибка завершена, дорн подлежит извлечению. В процессе выталкивания шарики дополнительно выравнивают внутреннюю поверхность изделия. Применение гибкого дорна несколько сложнее –требуется устройство по его автоматическому управлению, встроенное в трубогибочный аппарат.
Установки, работающие с использованием дорна, бывают только стационарного типа. Способ гибки труб при этом может быть автоматическим или полуавтоматическим. Наиболее производительные и дорогостоящие агрегаты оснащены системой ЧПУ, которая отслеживает и контролирует все технические моменты рабочего процесса.
Виды оборудования для гибки труб
Все гибочные агрегаты можно разделить на три группы в соответствии с типом привода:
- Устройства с прокатным приводом. Такие приспособления имеют ручное управление. С их помощью можно выполнить гибку тонкостенных металлических или полимерных труб малого диаметра. Плюсы такого оборудования: низкая себестоимость работ, возможность сделать все своими руками. Минусы – необходимость применения физической силы мастера, малый диапазон диаметров труб, невозможность работы с заготовками нестандартных размеров.
- Устройства с механическим (гидравлическим) приводом. Способ гибки труб с их применением считается универсальным. Профессиональные устройства такого типа используются в строительстве, промышленности и других областях. Плюсы гидравлических установок: более высокая производительность, чем у предыдущего вида гибочных станков, за единицу времени обрабатывается большое количество заготовок, есть возможность работы с трубами крупного сечения. Минус один, но весомый: при выходе из строя гидравлического цилиндра его нельзя починить – только полная замена.
- Устройства с электрическим приводом. Электромеханические агрегаты часто можно встретить на площадках капитального строительства и на промышленных предприятиях. Способы гибки труб при помощи оборудования такого типа отличаются высокой точностью, качеством готовой продукции и большой производительностью. Сегодня существует немало моделей электромеханических гибочных станков. Некоторые из них справляются даже с трубами большого диаметра, причем точность такой манипуляции очень высока. Минусом устройства этого типа является его низкая мобильность, которая обусловлена весом станка и необходимостью подключения к сети электропитания.
В соответствии с принципом действия оборудование делится на следующие виды:
- Автоматическое – управление устройством осуществляется системой с ЧПУ, предварительно настроенной мастером. Производственный контроль проводится автоматически, при помощи датчиков.
- Рычажное – имеет ручное управление, воздействие на объект происходит с применением физической силы мастера. При работе с тонкостенными заготовками этим способом гибки труб можно достичь угла в 180°.
- Арбалетное – придает заготовке форму угла в 90°. Это устройство не занимает много места. С его помощью можно обрабатывать заготовки из полимеров и цветных металлов.
- Гидравлическое – воздействие на трубу происходит при помощи гидроцилиндрического станка.
- Арочное – устройство с ручным управлением. Гибка происходит за счет пропуска трубы через шаблонный сегмент.
- Трехвалковое (роликовое) – агрегат с ручным приводом, оказывает воздействие на обрабатываемую деталь при помощи системы из трех роликов. Использование этого способа гибки труб позволяет обрабатывать заготовки из твердых металлов, сокращает риск появления трещин или деформаций.
- Пружинное – изготовлено из пружинной стали. Во время работы в полость трубы помещают пружину, затем мастер прикладывает физическую силу для изменения формы заготовки. Такой метод обработки подходит для бесшовных заготовок небольшого диаметра.
Нюансы гибки труб из цветных металлов
Одно из отличительных свойств цветных металлов – большая пластичность. Однако для выполнения гибки ее может быть недостаточно. Прилагаемые усилия сжатий и растяжений часто бывают причиной смятий и даже разрывов заготовки. Чтобы этого избежать, важно четко следовать технологической инструкции.
- Гибка труб из меди и латуни.
При работе с заготовками из меди и латуни используют как холодный, так и горячий способы гибки труб. И в том, и в другом случае в полость объекта помещается наполнитель: для холодного метода – расплавленная канифоль, для горячего – песок. Технологически процесс ничем не отличается от работы со стальными трубами.
Прежде чем приступить к гибке медных или латунных заготовок, их нужно обжечь, а затем остудить. Термическое воздействие на оба материала одинаковое: +600…+700 °С. А вот способы их охлаждения разные: медь для этого окунают в воду, а латунь оставляют на воздухе.
Когда труба приобретает нужную форму, канифоль из нее выплавляют. Чтобы не нарушить целостность изделия, процесс извлечения начинают с краев. Трубогиб может быть как простым инструментом, так и сложным технологичным станком.
Устройства с ручным приводом работают за счет приложения немалой физической силы мастера, а гидравлические агрегаты требуют минимального ее количества. Станки того и другого типа имеют сменные насадки, позволяющие работать с заготовками разных диаметров.
Хотя трубы из меди и латуни гнуть легче, чем стальные, сложности процесса, связанные с законами физики, остаются те же – в точке сгиба наружная стенка заготовки растягивается и истончается.
В то же время, внутренняя стенка сжимается и становится толще. Такие деформации могут привести к изменению формы полости трубы с круглой на овальную, снизить ее проходимость. Поэтому прежде чем приступить к любому из способов гибки труб, важно принять меры по предотвращению негативных явлений.
Способы работы с алюминиевыми трубами такие же, как с медными или латунными:
- с использованием роликов;
- прокатка;
- откатывание;
- давление.
Прежде чем выбрать способ гибки труб из алюминия, важно ознакомиться с существующими вариантами. Первый подходит для работы с тонкими заготовками, диаметр сечения которых не превышает 10 см. С его помощью можно получить пологий изгиб без высокой градусной точности. Минимальный радиус сгибания установлен строго и составляет 5-6 диаметров трубы.
Степень изгиба зависит от положения отклоняющегося ролика. Этот метод, как правило, встречается при работе с декоративными элементами интерьера. При помощи второго способа выполняют манипуляции с трубами большого сечения. Для этого часто применяют 3-роликовое гибочное устройство. Заготовку располагают между приводными роликами. Радиус гибки настраивается путем изменения их положения.
В этом способе гибки труб получить точный угол еще сложнее, чем в первом. Зато заготовку можно пропускать через роликовую систему до тех пор, пока нужная конфигурация не будет достигнута.
При откатке в полость трубы не помещают наполнитель, поэтому такой метод применим лишь в случаях, когда нужен небольшой изгиб. Работая этим способом, не получится выполнить точные требования по степени овальности сечения на участке воздействия.
Применение давления в качестве способа гибки труб часто встречается при работе с алюминием. Для этого используются прессы с установленными на них штампами требуемой формы матрицы. Заготовка приобретает нужную конфигурацию под воздействием внешнего давления со стороны агрегата.
Существует также метод, когда изгиб заготовке придается за счет внутреннего давления. Для этого трубу размещают в пресс-форме, а во внутреннюю полость подают воду под напором настолько большим, чтобы прижать ее к стенкам.
Работать с дюралюминиевыми изделиями достаточно сложно – они пружинистые и отличаются большой прочностью. Для эффективной обработки их нужно сперва обжечь при температуре +350…+400 °С, а затем остудить на воздухе.
Способы гибки труб большого диаметра
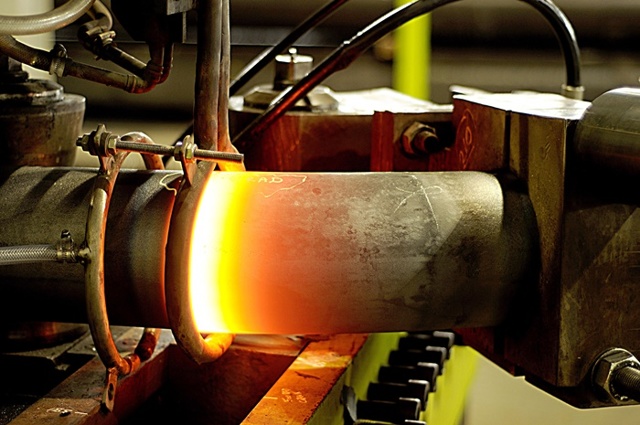
Сравнительно недавно появилось два способа сгибания труб большого диаметра. Первый – при помощи токов высокой и промышленной частоты. Второй – гибка с растяжением. При работе с токами заготовку диаметром 95–300 мм сперва нагревают в высокочастотной установке, затем трубе придается нужный изгиб, а после ее охлаждают.
Оборудование для первого способа состоит из двух частей: механической (трубогибочный станок) и электрической (высокочастотная установка и непосредственно электрическая часть).
Деформации подвергается только нагретый участок трубы, который находится в зоне индуктора. Придание заготовке нужной формы происходит за счет влияния отклоняющегося ролика. Благодаря этому методу можно достичь малого радиуса изгиба.
Второй способ гибки труб выполняют на гибочно-растяжных машинах, укомплектованных поворотным столом. Устройство с большой силой растягивает и изгибает материал – так получаются изделия с крутыми углами и равной толщиной стенок по всей площади.
Ярким преимуществом гибки с растяжением является то, что она позволяет изогнуть трубу со стенками толщиной 2–4 мм на 180°. Этот метод применяется для придания нужной формы заготовкам большого диаметра в авиационной промышленности, автомобилестроении, судостроении, при прокладывании трубопровода – словом, в тех областях, где качество труб имеет особенно большое значение.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Статьи по темам: Изделия из металла, Металлообработка, Сварка, Лазерная резка, Металлоконструкции, Плазменная резка, Гибка металла, Шкафы, Свойства металлов, Механическая обработка, Покраска
Экспресс расчет стоимости заказа
Узнайте предварительную стоимость заказа, отправив нам необходимую информацию:
Технология и способы гибки труб
Человечество начало применять трубу очень давно — ее прототипом были тростник и бамбук, из которых сооружались первые водоводы. Еще в древнем Риме научились изготавливать трубы из бронзы.
Первые методы промышленного производства таких металлических изделий возникли в начале 19 века.
В настоящее время выпускаются миллионы и миллионы тонн продукта, без которого не могут обойтись огромное количество отраслей хозяйственной деятельности человека.
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб. Это объясняется целым рядом причин:
- снижение материалоемкости, так как нет ввариваемых патрубков;
- уменьшение трудоемкости при создании конструкций по сравнению со сварными и резьбовыми соединениями;
- лучшие гидроаэродинамические показатели прохода;
- отсутствие неблагоприятного воздействия на структуру металла по сравнению со сваркой;
- преимущество в герметизации относительно резьбовых соединений;
- лучший внешний вид конечного изделия.
Гнутье труб осуществляется различными методами. Применение той или иной технологии определяется следующими основными факторами:
- материал изготовления;
- толщина стенок;
- профиль;
- размер сечения (диаметр или высота профиля);
- радиус сгиба;
- необходимая точность гнутья;
- допустимые пределы деформации гнутой конструкции;
- качественные показатели прочности и долговечности в месте изгиба.
Горячая гибка труб
Гнутье труб с предварительным разогревом применяют в случаях, когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
 когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.Гибка стальных труб производится при температуре порядка 900 оС без пережога и с одним нагревом — иначе ухудшается качество продукции. Размер разогреваемого участка определяется сечением и радиусом гибки. По окончании процесса удаляют заглушки, извлекают песок, очищают и промывают полость трубы.
Холодная гибка труб
Технология гибки металлических труб холодным способом обладает существенными преимуществами по сравнению с горячим. Этот метод более технологичен и в несколько раз производительнее, что ведет к снижению себестоимости.
Холодным способом производится и операция по сгибанию труб из цветных пластичных металлов. Медь и алюминий отличаются высокой ковкостью, что позволяет согнуть изделия без разогрева.

Строго говоря, гибка труб отрицательно влияет на характеристики их качества. Возникают заметные дефекты, основными из которых являются:
- уменьшение толщины стенки на внешней стороне изгиба;
- появление гофровых складок на внутренней стороне изгиба;
- искажение формы прохода трубы — из круглой она превращается в овальную.
Особенно подвержены деформациям трубы из мягких металлов и с тонкими стенками. Поэтому гибка тонкостенных труб требует применения механического стабилизатора — им служит дорн.
Дорном называют специальный элемент оснастки, который в процессе гибки располагается в полости трубы по месту ее изгиба. Он предназначен для предотвращения деформаций стенок трубы в гибочном процессе. Дорн может быть жесткой или гибкой конструкции.
Жесткий дорн — это направляющий элемент, выполненный из твердого металла, с закругленным торцом с рабочей стороны. Его заправляют непосредственно в точку изгиба. Гибкий дорн также состоит из твердого стержня. На одном его краю находятся один или несколько изгибающихся сегментов, выполненных в виде шаров или полусфер особой формы.
Эти конструкции, находясь в месте изгиба, обеспечивают неизменность формы прохода. По завершении процесса дорн выталкивается из гибочной зоны, а шарики дополнительно калибруют внутреннюю поверхность. Использование гибкого дорна достаточно сложно. Для его применения в трубогибе должно быть устройство автоматического управления дорном.
Трубогибы с использованием дорна, в силу своей специфики, бывают только стационарными. Они производятся для работы как в полуавтоматическом, так и в полностью автоматическом режиме. Работа высокопроизводительных дорогостоящих трубогибов контролируется системой ЧПУ, которая отслеживает все текущие параметры технологического процесса.
Переносные трубогибы
Процесс изгибания труб непосредственно на месте возведения конструкции удобнее всего производить с помощью переносных трубогибов различного исполнения:
- Трубогибы рычажные. За счет большого плеча возможно совершать необходимые действия исключительно мышечным усилием человека. В изделиях из пластичного металла, включая нержавеющую сталь сечением до 3/4 дюйма, они позволяют делать загиб до 180о.
- Трубогибы арбалетного типа. Изделие размещают на двух опорных точках,
вращающихся вокруг собственных осей.Гибочный башмак, соединенный с перемещающимся штоком, прилагает усилие к той части трубы, которая расположена между опорами. Такие легко переносимые трубогибы способны согнуть трубу из нержавейки диаметром до 100 мм на угол до 90о.
Шток, создающий давление, может быть выполнен как:
ПОСМОТРЕТЬ Переносные трубогибы на AliExpress →
- механический винтовой;
- гидравлический с ручным приводом;
- гидравлический с электроприводом.
- Электрические трубогибы.
В них гибка труб производится на сменных гибочных сегментах различного радиуса. Здесь с помощью поворотной оправки заготовку загибают под определенным углом.
Положительные свойства этого инструмента:
- универсальность, которую обеспечивает сменный набор сегментов и поворотных оправок для разных сечений труб;
- угол изгиба до 180о;
- автоматическая работа без дополнительных действий;
- плавное изменение скорости, присутствие обратного хода;
- фактическое отсутствие деформации изгиба, благодаря безукоризненному согласованию всех элементов оснастки и необходимой динамики подачи;
- простота использования, легкая замена насадок;
- высокая производительность;
- компактность и малый вес, благодаря большой приведенной мощности привода.
При отсутствии электросети такие трубогибы обеспечиваются приводом, работающим от встроенного аккумулятора.
Станочная гибка труб
Самый распространенный вид трубогибочного станка — классический трехроликовый (трехвалковый) вальцевый трубогиб. Он использует способ холодного деформирования металла, который называют вальцовкой.
Станок такого типа может работать с любыми металлами, от цветных до титановых сплавов.
Он может легко управиться с гибкой круглых и овальных трубных изделий, но при этом отлично гнет и заготовки квадратного, прямоугольного и даже треугольного сечения.
ПОСМОТРЕТЬ Станок для гибки труб на AliExpress →
Гибка профиля из металла не представляет для такого станка никакой проблемы, так же как и гибка профильной трубы.
Универсальность оборудования данного типа обусловлена тем, что вальцовка по сути — это деформация материала по некоторому направлению. Этот метод можно отнести к самому общему виду гибки металла.
Изгиб профильной трубы обеспечивается установкой необходимой формы (калибра) роликов или валков.
К достоинствам такого станка следует отнести возможность получения гнутого профиля большой длины — более 5 метров, что бывает часто необходимо в строительстве.
Кроме того, заготовку можно гнуть на угол до 360 градусов — на полный круг.
Гибку труб большого диаметра производят на электрических станках со следующим принципом изгиба: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.
Такие станки позволяют реализовать точный угол загиба (до одного градуса). Это обеспечивается либо простым механическим путем, либо заданием параметров в цифре с контролем всего процесса на мониторе на высокоавтоматизированных комплексах. Станки используются только в заводских условиях.
Гибка металлических труб: технологические тонкости выполнения работ
Человечество начало применять трубу очень давно — ее прототипом были тростник и бамбук, из которых сооружались первые водоводы. Еще в древнем Риме научились изготавливать трубы из бронзы. Первые методы промышленного производства таких металлических изделий возникли в начале 19 века.
В настоящее время выпускаются миллионы и миллионы тонн продукта, без которого не могут обойтись огромное количество отраслей хозяйственной деятельности человека.
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб.
Это объясняется целым рядом причин:
- снижение материалоемкости, так как нет ввариваемых патрубков;
- уменьшение трудоемкости при создании конструкций по сравнению со сварными и резьбовыми соединениями;
- лучшие гидроаэродинамические показатели прохода;
- отсутствие неблагоприятного воздействия на структуру металла по сравнению со сваркой;
- преимущество в герметизации относительно резьбовых соединений;
- лучший внешний вид конечного изделия.
Гнутье труб осуществляется различными методами. Применение той или иной технологии определяется следующими основными факторами:
- материал изготовления;
- толщина стенок;
- профиль;
- размер сечения (диаметр или высота профиля);
- радиус сгиба;
- необходимая точность гнутья;
- допустимые пределы деформации гнутой конструкции;
- качественные показатели прочности и долговечности в месте изгиба.
Изменение конфигурации труб из цветных металлов
Есть очень полезное свойство у цветных металлов — высокая пластичность. Однако они обладают недостаточной прочностью. В процессе гибки, в результате приложения усилий сжатия и растяжения, может наблюдаться смятие или разрыв трубы. Чтобы этого не случилось нужно в точности соблюдать технологию.
Как гнуть трубы из меди и латуни?
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.
Экструдеры для сваривания и литья пластмассовых деталей
Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700⁰С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Ручные трубогибы работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие укомплектовывают сменными насадками для возможности подбора нужного диаметра.
Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
С трубами медными и латунными работать значительно легче, чем со стальными, но деформация металла при изгибе происходит по тем же законам физики. На изгибаемом участке наружная поверхность испытывает растяжение, в результате чего стенки истончаются.
Внутри трубы происходят обратные процессы — стенка сжимается и становится толще. Существует риск превращения круглого сечения в овал и уменьшения условного прохода, поэтому нельзя приступать к гибке, не приняв мер, предотвращающих эти явления.
Гибка труб из алюминия
Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Кривизну участка определяет положение отклоняющего ролика. Таким способом чаще всего изготавливают декоративные элементы интерьера. Вторым способом сгибают трубный материал большого диаметра, для чего используют 3-роликовые трубогибы. Трубу протягивают между приводными роликами, ориентация которых определяет радиус гибки.
На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
- Точность этого метода еще ниже предыдущего, но деталь можно подвергнуть повторному изгибанию и повторять процесс до тех пор, пока не будет получена нужная геометрия.
- Гибку алюминиевых тонкостенных труб можно провести вручную, подготовившись должным образом:
- Галерея изображений
- Фото из
- Этап 1: Выбор способа гибки алюминиевой трубы
- Этап 2: Заполнение трубы песком
- Этап 3: Расчет радиуса гибки трубы
- Этап 5: Сгибание алюминиевой трубы вручную
Метод откатки не предусматривает наличия внутреннего наполнителя, поэтому его не применяют для получения небольших радиусов. Не получится при выборе этого способа выполнить и строгие требования по поводу овальности сечения в месте изгиба.
Для деформации алюминиевой трубы давлением используют прессы с установленными на них штампами с матрицей нужной формы. Заданная геометрия получается в результате влияния давления, оказываемого извне.
В отдельных случаях давление может быть внутренним, когда трубу помещают в прессформу и подают внутрь жидкость с напором, достаточным для того, чтобы прижать ее к стенкам.
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400⁰С, затем ждут пока трубы охладятся естественным путем на воздухе.
Переносные трубогибы
Процесс изгибания труб непосредственно на месте возведения конструкции удобнее всего производить с помощью переносных трубогибов различного исполнения:
- Трубогибы рычажные. За счет большого плеча возможно совершать необходимые действия исключительно мышечным усилием человека. В изделиях из пластичного металла, включая нержавеющую сталь сечением до 3/4 дюйма, они позволяют делать загиб до 180о.
- Трубогибы арбалетного типа. Изделие размещают на двух опорных точках,
вращающихся вокруг собственных осей. Гибочный башмак, соединенный с перемещающимся штоком, прилагает усилие к той части трубы, которая расположена между опорами. Такие легко переносимые трубогибы способны согнуть трубу из нержавейки диаметром до 100 мм на угол до 90о. Шток, создающий давление, может быть выполнен как:
- механический винтовой;
- гидравлический с ручным приводом;
- гидравлический с электроприводом.
- Электрические трубогибы. В них гибка труб производится на сменных гибочных сегментах различного радиуса. Здесь с помощью поворотной оправки заготовку загибают под определенным углом.
Положительные свойства этого инструмента:
- универсальность, которую обеспечивает сменный набор сегментов и поворотных оправок для разных сечений труб;
- угол изгиба до 180о;
- автоматическая работа без дополнительных действий;
- плавное изменение скорости, присутствие обратного хода;
- фактическое отсутствие деформации изгиба, благодаря безукоризненному согласованию всех элементов оснастки и необходимой динамики подачи;
- простота использования, легкая замена насадок;
- высокая производительность;
- компактность и малый вес, благодаря большой приведенной мощности привода.
При отсутствии электросети такие трубогибы обеспечиваются приводом, работающим от встроенного аккумулятора.
Способы гибки труб больших диаметров
Относительно недавно появившиеся способы — гибка труб с участием токов промышленной и высокой частоты и гибка с растяжением. В первом случае используется высокопроизводительная высокочастотная установка, в которой трубу диаметром 95 – 300 мм нагревают, выполняют гибку и охлаждают.
В ее состав входят две части — механическая в виде гибочного станка и электрическая, включающая электрическую часть и высокочастотную установку.
Труба деформируется только на нагретом участке, находящемся в зоне индуктора. Изменение геометрии до заданного размера происходит под воздействием отклоняющегося ролика. Таким методом можно получить гиб с кривизной малого радиуса.
Гибку с использованием второго способа осуществляют на гибочно-растяжных машинах, в комплект которых входит поворотный стол. На трубу воздействуют большие растягивающие и изгибающие усилия. Так получают круто-изогнутые гибы с постоянной толщиной стенки по всей окружности.
Применяют метод для гибки труб большого диаметра, используемых в авиационной, автомобильной промышленности, судостроении, где к трубопроводу предъявляют высокие требования. Преимущество в возможности изгибать трубы со стенкой от 2 – 4 мм на 180⁰.
От чего зависит цена на тонкостенную стальную трубу?
Ряд параметров для данного металлопроката формируют цену на рынке. В зависимости от сферы использования материала, нужно правильно подобрать нужный вид тонкостенной трубы. Подбирают такую стальную трубу, учитывая параметры:
- Длина стальной трубы;Диаметр трубы;Толщина стенки тонкостенного трубного изделия;Марка производственной стали.
Последовательность действий при сварке
- После нарезания фасок торцевые части труб зачищают.Нижнюю часть сваривают потолочным швом. Электрод располагают перпендикулярно поверхности.Боковые поверхности обрабатывают вертикальным швом. Электрод направляют вверх.Заканчивают первый шов в верхней части трубы.После очистки от шлака, процедуру повторяют, для получения качественного шва необходимо два прохода.
При сварке оцинкованных изделий используют флюс HLS-B, а место обработки предварительно протирают кислотой.
В процессе работы сварщик надевает респиратор, при нагреве цинка выделяются вредные газы.
Чтобы согнуть трубу, используют трубогиб гидравлический или электрический. Гидравлический гнет методом выдавливания, в этом случае образуется залом, при слишком большом усилии труба рвется. Электрическое приспособление создает радиус скругления при вращении сегмента, получается плавный и качественный изгиб.
По материалу изготовления
Такая труба обладает уникальными свойствами. Устойчивость к негативным воздействиям среды, герметичность, возможность пайки и гибки – все это повышает популярность медных труб.
Изделия часто применяются в системах отопления и водоснабжения. По способу производства различают прессованные и холоднокатанные трубы. Наружный диаметр варьируется в пределах от 2,75 мм до 28 мм, толщина стенок – от 0,15 мм до 0,7 мм.
Для пайки медных труб понадобится газовая горелка с возможностью регулировки пламени
Легко поддаются обработке, выдерживают температуру до -20°С, относительно недорогие. Толщина стенки – до 5 мм.
Изделия отличаются по способу производства – бывают закаленными, полузакаленными, горячепрессованными, нагартованными, полунагартованными, состаренными. Пропускная способность у таких труб выше, чем у медных или стальных. Посредством алюминиевых труб можно транспортировать химически активные вещества, но для питьевой воды такие изделия не используют.
- Латунные (сплав цинка и меди)
Изготавливается вытягиванием и прессованием. Маркируется буквой Л, наибольшей пластичностью обладает сплав Л68. Изделия из этого прочного и коррозионно стойкого материала соединяются пайкой (мягким и твердым припоем).
По нержавеющая трубе с малой толщиной стенки можно прокачивать жидкость под большим давлением.
Изделия отличает коррозионная устойчивость, инертность к химическим веществам. Отрицательные качества: высокая электропроводность и теплопроводность. При высоких температурах снижается прочность трубы.
В печи заготовка накаляется до температуры рекристаллизации стали
Металлическая труба для электропроводки пластична, легко поддается изгибу и сварке, защищает кабель от обрывов.
Назначение и сфера применения
Основное назначение тонкостенной стальной трубы — применение в устройстве трубопроводов различного назначения в конструкциях, к которым предъявляются жесткие требования по весу и создаваемой нагрузке на другие элементы. Такой тип стального трубного проката широко используется в следующих сферах:
- Авто-, судо- и авиастроение.
- Химическая и медицинская промышленность, фармакология.
- Машиностроение и станкостроение.
- Устройство гидравлических систем различного уровня сложности.
- Производство различных товаров широкого потребления, включая и мебель.
- Строительство — при монтаже ограждающих и декоративных конструкций, элементов фасадов, кровли.
Применение тонкостенной стальной трубы позволяет существенно снизить металлоемкость любой конструкции или сооружения, при этом не страдает надежность и общий срок службы.
Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
- станки имеют автоматизированный процесс управления.
- станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
- некоторые станки имеют пульт управления на расстоянии.
- конструкции имеют небольшие размеры, из-за этого станки мобильны.
- серийное оборудование легко устанавливается на твердой гладкой поверхности.
- станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.
Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
Необходимость учета характеристик профиля
Перед тем как начать гнуть профиль, следует узнать его характеристики. От них зависит допустимый радиус закругления профиля. Профильные трубы могут обладать различной формой сечения: прямоугольной, овальной, квадратной и плоскоовальной. Нередко для возведения теплиц применяют профиль прямоугольного сечения, потому что к нему легче прикрепить покрытие.
На сегодняшний день производителями выпускаются профили с различными размерами для любой хозяйственной и производственной нужды. Они отличаются друг от друга площадью сечения и толщиной стенок. Эти параметры, в свою очередь, определяют характер пластичности изделия. Учитывайте в расчетах высоту профиля (h), чтобы согнуть трубный прокат без деформаций.
Если высота имеет значение менее 20 мм, то гибка осуществляется на участке с длиной не меньше 2,5 * h. Иначе можно сломать изделие. Если профиль с высотой больше 20 мм, гнуть его желательно на участке не менее 3,5 * h. Данные формулы надо знать тем, кто делает стеллаж или полку. Помимо высоты, следует также учесть значение толщины стенок трубопроката.
Профессионалы не советуют гнуть профили с широкими стенками до 2 мм. Здесь лучше применить сварку. Так как трубы металлические, они имеют свойство немного «пружинить» после гибки. Данная особенность стали, о которой следует помнить. В противном случае со временем профиль вернется в исходное состояние. Дабы избежать это, необходимо опять повторить весь процесс и подогнать готовые арки.