С появлением индивидуального домостроительства востребованность пайки труб из цветных металлов, применяемых для инженерных сетей, стала довольно высокой. Для обеспечения бесперебойной работы такой трубопроводной системы требуется выполнять надежные стыки труб. Добиться этого можно с использованием процесса, называемого пайкой металлов.
Трубы в домах индивидуальной застройки нередко делают из меди. Чтобы выполнить разъемное соединение деталей из этого металла, потребуется применить сложный технологический процесс пайки.


Сварка медных труб считается сложной в исполнении задачей.
Дело в том, что этот цветной металл при определенной температуре плавления способен образовывать соединение водородом и кислородом, в результате чего получается вещество, называемое закисью меди.
Если в области сварного шва образуется зона насыщения водородом, то после сварки готовый медный стык со временем будет покрыт сетью мелких трещин, что ведет к снижению качества работ и герметичности стыка.
Чтобы избежать проблем при стыковке медных труб, используют пайку, которая не требует наличия дорогостоящих приспособлений. Пайку меди можно выполнить как в условиях производства, так и дома.
Главное условие успешного выполнения этой задачи состоит в том, чтобы правильно выбрать припой для пайки меди и необходимые для работы инструменты.

Достоинствами пайки для медного материала являются:
- шов при стыковке деталей получается ровным, без деформирования;
- соединяемые между собой трубы не меняют своей первоначальной формы и структуры;
- после соединения у металла отсутствует сила внутреннего напряжения;
- прочность и герметичность полученного шва получается высокой и надежной;
- соединение двух труб устойчиво к перепадам температурных режимов, в том числе и к интенсивному быстрому нагреванию;
- при необходимости шов можно быстро демонтировать и рассоединить детали.


Для выполнения пайки применяют паяльник, паяльную лампу либо используют газовую горелку. Сам процесс соединения медных деталей выполняется достаточно быстро, но при этом необходимо строго соблюдать технологию процесса и правила техники безопасности.
Для выполнения качественной пайки медных труб потребуются различные по своим компонентам припои. Эти продукты имеют существенные отличия друг от друга не только по своей форме, но и по составу химических компонентов, входящих в них.
Кроме того, существуют припои с низкой, средней или высокой температурой плавления.
Припои, которые плавятся в диапазоне 150-450°C, относят к низкотемпературным, они хороши тем, что не изменяют физические показатели соединяемых между собой деталей. Шов пайки при применении таких припоев получается ровный и аккуратный, но его прочность невелика.
Используют такие швы при пайке труб диаметром не более 100 мм, не подвергающихся серьезным механическим или термическим нагрузкам. Рабочая температура таких соединений составляет не более 120-130°C.
Припои, которые плавятся в диапазоне температур от 450-1100°C и 450-1850°C, относят к средне- и высокотемпературным, они обеспечивают наиболее прочное соединение, на которое не влияют механические нагрузки и действие высоких температурных режимов.


Припой представляет собой металлический компонент или сплав, в состав которого входят термопластичные элементы.
Для того чтобы спаять между собой детали из меди, потребуется применение мягкого или твердого вида припоя.
Мягкие припои расплавляются при температуре от 425°C, твердые припои можно расплавить при температуре 460-560°C. Во время выполнения работ по спайке используется газовая горелка.
Чтобы удобнее было применять припой во время работы, мягкие разновидности выпускают в виде проволоки диаметром 3 мм, намотанной на катушку, а твердые припои выглядят как толстая проволока, нарезанная на куски стандартной длины.

В данную позицию входят следующие виды материалов.
- Оловянные припои – плавятся при температуре 220°C и имеют в составе только олово, в процессе спайки они образуют шов, обладающий прочностью и пластичностью.
- Свинцовые припои – имеют температуру плавления 180-230°C и состоят только из свинца, этот вид припоя низкотемпературный.
- Оловянно-медные припои – в своем составе содержат как минимум 3% медного компонента, а остальная часть состоит из чистого олова. Этот вид припоя считается наиболее распространенным и востребованным среди мастеров. Стыковочный шов после пайки таким припоем получается ровным, надежным и устойчивым к образованию коррозии.
- Свинцово-оловянные припои – их расплавляют при температуре от 185 до 280°C, в составе может быть 20-90% чистого оловянного компонента.
- Припои из меди с серебром – в своем составе содержат как минимум 5% серебра, а остальная часть состоит из чистой меди. Соединительные швы при пайке обладают повышенной прочностью к механическим и температурным нагрузкам.
Легкоплавные припои мягкого типа образуют стыковочный шов, ширина которого может быть 8-50 мм. Эти материалы пригодны для пайки труб в общую систему, при этом диаметр труб может быть от 5 до 110 мм.
Что касается свинцового припоя, то его нельзя применять для пайки трубопроводных систем, которые поставляют питьевую воду в жилые дома, учреждения или на предприятия, но для других водных коммуникаций ограничение на применение свинца не имеет распространения.
Объясняется это тем, что свинец является вредным металлом, оказывающим отрицательное воздействие на здоровье человека, поэтому на объектах, связанных с пищевой сферой, его не используют.
В данную позицию входят следующие виды материалов.
- Серебряные припои – имеют в составе только серебряный компонент, при работе с ним потребуется применение флюса. Стыковочный шов получается надежным, пластичным и устойчивым к коррозии.
- Медно-фосфорный припой – в своем составе содержат как минимум 6% фосфорного компонента, а остальная часть состоит из чистого олова. Для выполнения работ использование флюса не потребуется. Готовый стыковочный шов получается крепким, но в низкотемпературных условиях спайка теряет свои эластичные свойства и может быть разрушена.
- Медно-цинковый припой – в нем присутствует еще и серебро, состав выглядит как 25% цинка, 45% серебра и 30% меди. Готовый шов имеет высокопрочные свойства, обладает пластичностью и антикоррозионной стойкостью. Стык с таким припоем способен к высокой степени теплопроводности.
Тугоплавкие припои пригодны для соединения труб в общую систему, при этом их диаметр может быть от 10 до 160 мм. Такой вид спайки подходит как для водопроводных, так и для газовых коммуникаций, а кроме того, применяется в отопительных системах, диаметр которых начинается от 30 мм.
При работе с тугоплавким припоем соединительные стыки можно паять внахлест, что создает дополнительную прочность системе трубопровода.
С помощью пайки можно осуществить стыковку труб практически любой сложности – водопровода и отопления, газовой системы, трубок холодильного оборудования, медных проводов. При работе в условиях производства применяют средне- и высокотемпературные припои, а для пайки в домашних условиях лучше использовать низкотемпературные составы, которые дают возможность выполнения стыков паяльником.
Высокотемпературными составами дома пользоваться сложно, так как добиться разогрева припоя до 1100°C без применения специальных приспособлений невозможно. Кроме того, выполнение таких работ пожароопасно, и при работе можно насквозь перфорировать медные тонкостенные трубы.
Чтобы избежать прожига трубы, рекомендуется выбирать для тонких труб низкоплавный мягкий припой, а толстостенные трубы паять твердыми составами.
При выполнении стыков газопроводных труб применяют серебряный или серебросодержащий припой.
Серебро обеспечивает точность пайки, прочность готового шва, который устойчив к механическому воздействию, в том числе и к вибрациям различной интенсивности.
Такой тип припоя не относится к недорогим вариантам, но качество результата оправдает затраченные средства долгими годами безупречной службы газового трубопровода.
Правильный выбор припоя дает возможность без особых затрат сил и времени стыковать в единую систему медные трубы. Стыковочный шов, как правило, выходит надежным и ровным, он способен обеспечить герметизацию в трубопроводах любого типа конфигурации.
Аккуратно выполненный шов полностью исключает возникновение утечек веществ, которые циркулируют по трубопроводящей системе.
Хорошо выполненная спайка с грамотно выбранным припоем может работать долгие годы, не требуя к себе пристального внимания или проведения регулярного специального обслуживания.
При выполнении стыков высокотемпературным припоем часто возникает ситуация, когда требуется применение флюса.
Этот компонент необходим для подготовки области проведения паяльных работ для предотвращения окислительных процессов меди, которые разрушают стыковочный шов.
В качестве флюса применяют кислоту метаборную, натрия тетраборат, окись бора. Нередко к этим компонентам добавляются калий и компоненты фторидов кальция.
Для пайки меди часто применяют составы с плавиковой и борной кислотами, к ним добавляется калия гидроксид. Наиболее дешевый флюс для пайки меди – обычная бура.
Флюс – это порошок мелкой фракции или состав из мелких кусков. Опытные мастера для удобства выполнения работ проволоку припоя обмакивают в порошок флюса.
Иногда припой перетирают вмести с флюсом до получения однородного порошка, но так поступают редко, так как процесс трудозатратен.
Чтобы приступить к пайке медных труб, понадобятся следующие инструменты:
- состав припоя для меди;
- флюс;
- газовая горелка или паяльник;
- режущее приспособление для нарезки заготовки трубы на отдельные части нужного размера;
- фаскосниматель и щетка по металлу – они помогут удалить металлические заусеницы, которые могут возникнуть при нарезке трубы.
Перед началом работ нужно нарезать трубу и обработать ее каря так, чтобы на ней не было заусениц, если этого не сделать, сцепка двух деталей встык не получится требуемой прочности. Внутреннюю сторону трубы обрабатывают щеткой по металлу.
Такая обработка увеличивает пропускную способность трубопроводной системы. Следующий шаг процесса выполнения стыковочного шва заключается в том, что очищается рабочая поверхность труб в месте стыковки.
Очищение выполняют флюсом, который позволяет убрать оксидную пленку и тем самым снизит у материала степень поверхностного натяжения, а также увеличит адгезию.
Некоторые технологии проведения процесса пайки предусматривают предварительный прогрев стыкуемых деталей. С этой целью применяется газовая горелка с направленным выходом пламени. Для выполнения больших объемов работ можно использовать газовый баллон с пропанобутановой смесью.
Как показывает практика, для выполнения пайки в небольших объемах, целесообразно использовать электрический паяльник, который способен плавить мягкие и твердые низкотемпературные припои.
В процессе пайки медных деталей могут возникнуть различные ситуации, справиться с ними помогут советы опытных мастеров.
- В процессе нарезки заготовок из трубы нередко появляются дефекты в виде вмятин на ее стенках, это обстоятельство является причиной плохого качества стыковочного шва. При нарезке нужно избегать деформирования трубы и не проводить пайку поверх ее дефектов.
- Для лучшей адгезии необходимо обезжиривать поверхности стыкуемых участков труб, так как любые, даже самые малозаметные загрязнения приведут к снижению качества стыковочного шва.
- Для того чтобы шов получился ровным и крепким, необходимо правильно выбрать зазор, в пределах которого будет выполнена пайка. Если сечение трубы находится в пределах 10-110 мм, то величину зазора выбирают в диапазоне от 7 до 50 мм.
- Заготовки перед выполнением стыковочного шва лучше всего как следует прогревать. Если нагрев будет недостаточным, то стыковочный шов может быть разрушен даже при небольших нагрузках.
- При нанесении флюса нужно внимательно следить за тем, чтобы он равномерно покрывал всю рабочую поверхность. В местах, куда флюс не попал, стыковочный шов разрушится.
- Во время работы паяльником или газовой горелкой важно соблюдать технологию. Если область стыковочного шва будет перегрета, то не только флюс, но и припой утратят свои свойства.
Работа по стыковке медных труб требует наличия опыта и знания технологии ее выполнения.
В следующем видео вас ждет ТОП 4 припоя для пайки медных труб холодильников.
Припои
В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: «Было бы, чем паять…»
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод «добычи» актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.
Припой, собранный с печатных плат
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие, т.е. такие, температура плавления которых лежит в пределах до 300 – 4500C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются именно они.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве.
Также в нём могут присутствовать и легирующие металлы, но их количество в составе невелико.
Примеси других металлов вводят в сплав для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Наибольшее распространение получил припой марки ПОС (Припой Оловянно-Свинцовый). Далее за кратким обозначением его марки следует число, которое показывает процентное содержание в нём олова. Так в ПОС-40 содержится 40% олова, а в ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить его состав можно по косвенным признакам:
- Припои оловянно-свинцовой группы имеют температуру плавления 183 – 2650C.
-
Если припой имеет яркий металлический блеск, то в нём достаточно большое содержание олова (ПОС-61, ПОС-90).
И, наоборот, если он тёмно-серого цвета, а поверхность матовая, то это указывает на большое содержание свинца. Именно свинец придаёт поверхности своеобразный сероватый оттенок. -
Припои, в которых много свинца очень пластичны.
Так, например, пруток припоя диаметром 8 мм. с большим содержанием свинца (ПОС-30, ПОС-40) легко гнётся руками. Олово, в отличие от свинца, придаёт сплаву прочность и жёсткость. Если олова в сплаве много, то легко погнуть такой пруток уже не получится.
ПОС-40 (пруток)
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
- ПОС-90 (Sn 90%, Pb 10%). Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.
- ПОС-40 (Sn 40%, Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, применяется для ремонта радиаторов, латунных и медных трубопроводов.
- ПОС-30 (Sn 30%, Pb 70%). Его применяют в кабельной промышленности, а также используют для лужения и пайки листового цинка.
- И, наконец, ПОС-61 (Sn 61%, Pb 39%). Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.
ПОС-61 используется для лужения и пайки печатных плат радиоаппаратуры. Именно он в основном служит материалом для сборки электроники. Температура его плавления начинается со 1830C, а полное расплавление достигается при температуре в 1900C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное его расплавление достигается уже при 1900C.
ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 2650C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному ПОС-61.
Как правило, любой припой продаётся в катушках или тюбиках по 10 ~ 100 грамм. На упаковке указывается состав сплава, например, так: Alloy 60/40 («Сплав 60/40» – он же ПОС-60). Имеет форму проволоки разного диаметра (от 0,25 до 3мм).
Также не редкость, что в его состав входит флюс (FLUX), которым заполнена сердцевина проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Такой форм-фактор очень удобен. При работе нет необходимости отдельно подавать флюс к месту пайки.
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно .
Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
| Припой | Начальная t0 плавления (Солидус) | Полное расплавление (Ликвидус), t0 |
| ПОССу-61-0,5 | 183 | 189 |
| ПОССу-40-2 | 185 | 229 |
| ПОССу-40-0,5 | 183 | 235 |
| ПОССу-30-2 | 185 | 250 |
| ПОССу-30-0,5 | 183 | 255 |
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 1890C.
Стоит отметить, что существует и полностью бессвинцовый оловянно-сурьмянистый припой ПОСу 95-5 (Sn 95%, Sb 5%). Температура его плавления 234 – 2400С.
Низкотемпературные припои
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым «высокотемпературным» среди низкотемпературных является ПОСК-50-18.
Он имеет температуру плавления 142–1450C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 940C.
Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе «Состав» на упаковке.
Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 720C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Паяльная паста
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD'шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса.
На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки).
Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.
Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
- В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.
- Главная » Радиоэлектроника для начинающих » Текущая страница
- Также Вам будет интересно узнать:
Припой для пайки: классификация, свойства, критерии выбора
Электрическое соединение радиоэлементов производится посредством пайки, которая позволяет отремонтировать многие бытовые приборы и устройства. В некоторых ситуациях пайка соединяет те элементы, которые нельзя соединить даже сваркой.
Современные технологии и приспособления для пайки позволяют охватывать достаточно широкий диапазон материалов. Но удовлетворить всем условиям работы одна соединительная среда не может, поэтому на практике применяются различные припои для пайки.
Что такое припой?
Припой представляет собой смесь легкоплавких металлов, которые способны обеспечить хороший контакт между двумя поверхностями, получаемый в результате пайки.
При нагревании припой переходит из твердого в жидкое состояние, которое обеспечивает растекание по периметру припаиваемой детали или в месте их контакта.
При этом происходит фиксация на молекулярном уровне за счет высокой степени адгезии.
По составу припои могут включать самые различные компоненты, предоставляющие им необходимые эксплуатационные свойства.
Однако преимущественное большинство состоит из смеси свинца и олова, первый из которых обеспечивает твердость и тугоплавкость, а второй легкость и снижает температуру плавления.
Также в составе могут быть и другие компоненты: серебро, никель, цинк, медь, кобольд, висмут, сурьма и другие.
Из-за многокомпонентности состава процесс расплавления также проходит несколько этапов: сначала разрежаются наиболее легкоплавкие составляющие, тугоплавкие в этот момент остаются в виде кристаллов.
Затем плавятся и они, смесь становится однородной и обеспечивает максимальное заполнение и контакт. Однако вместе с припоем используются флюсы, обеспечивающие лучшее заполнение и защиту от окисления.
Классификация
Все критерии классификации припоев представляют собой довольно обширную сферу, которая под силу, пожалуй, лишь узкопрофильным специалистам.
Поэтому для упрощения подборки конкретные марки ее изготавливают для конкретных целей – паять алюминий, ювелирные изделия, медную проволоку, радиокомпоненты и т.д. Главное, на что вам следует обратить внимание – это температурный параметр.
Так как, к примеру, пайку микросхемы нельзя выполнять той же маркой ПОС, что и соединение жил кабеля, так как чувствительный компонент может сгореть и выйти со строя.
Припои для пайки классифицируются по следующим критериям:
- по способу подачи флюса – безфлюсовые и самофлюсующиеся, для первых флюс подается отдельно, вторые содержат его в своем составе;
Рис. 1. Самофлюсующиеся и с подачей флюса
- по основному паяльному элементу – оловянные припои, никелевые, кобальтовые, марганцевые, титановые, серебряные, циркониевые, ванадиевые, смешанные и т.д.
- по способу получения – бывают готовые или формируемые непосредственно во время пайки;
- по растворимости компонентов – встречаются полностью расплавляемые и частично;
- по форме выпуска – оловянная проволока, пруток, чушки, лист, гранулы, паста;
Форма выпуска припоя
- по температуре плавления – существуют те, которые переходят в жидкое состояние при низкой и при высокой температуре.
При выборе оловянно-свинцового припоя наиболее важным критерием является последний, поэтому на нем мы и остановимся более детально.
Легкоплавкие (мягкие).
К легкоплавким припоям относятся такие составы, которые переходят в жидкое состояние при температуре от 145 до 400°С.
Но, при этом они обеспечивают относительно небольшую прочность, для легкоплавких сплавов сопротивление на разрыв составляет не более 7кг/мм2. Наиболее распространенные – оловянно-свинцовые.
Чаще всего мягкие припои используются в радиоэлектронике для печатных плат или деталей.
Тугоплавкие (твердые).
Твердые припои обладают значительно большей механической прочностью, но их температура плавления составляет более 400°С, что является неприемлемым для большинства радиодеталей, так как они могут пострадать даже от касания разогретым жалом паяльника.
Двумя наиболее крупными группами в этой категории являются медные и серебряные составы. Медные сплавы, как правило, соединяются с цинком, но они слишком хрупкие, поэтому подходят для твердых сплавов, испытывающих только статическую нагрузку.
Серебряные припои являются универсальными и могут использоваться для пайки любых точек соединения, однако стоимость этих марок также довольно высокая.
Паяльные пасты.
Паяльные пасты также представляют собой компонент для пайки радиодеталей, но применяются они для мелких элементов из легкоплавкого металла. Состав пасты содержит измельченные кусочки припоя в растворе жидкого флюса.
Их используют в тех платах или устройствах, где воздействие высокой температуры может нанести вред оборудованию.
Пасты, как правило, паяются феном без электрического паяльника, или могут просто наноситься в качестве проводящего клеевого состава.
Нанесение смеси для пайки в точку крепления выводов наносится порционно и может выполняться при помощи специального трафарета, шприца или каплеструйным картриджем.
Рис 3. Нанесение паяльной пасты принтером, шприцом, трафаретом
Однако применение пасты для пайки обуславливает целый ряд требований, которые должны соблюдаться:
- перед началом вскрытия емкости обязательно выдерживается в комнатной температуре хотя бы 2 часа, использовать средства принудительного нагрева припоя для этого запрещено;
- после вскрытия смесь обязательно перемешивается до получения однородного вещества, так как в ходе хранения флюс может отделяться от припоя;
Рис. 4. Размешивается до однородной смеси
- перед нанесением поверхность должна очищаться от возможных примесей и загрязнителей, при длительной пайке процедура повторяется каждые 45 минут;
- монтаж электронных компонентов в нанесенную пасту должен производиться за 60 минут, иначе она начнет утрачивать свойства;
- после пайки остатки и излишки пасты отмывают, существуют те, которые отмываются обычной водой, другим требуется растворитель, некоторые могут не смываться.
Крайне негативно на функциональных характеристиках такого припоя сказывается помещение в среду с высокой или низкой температурой, а также воздействие влаги.
Бессвинцовые припои.
Изначально, причиной создания припоя без содержания свинца была потребность исключить вредное влияние на окружающую среду и человеческий организм. Такие припои массово используются для пайки алюминия или стали в пищевой промышленности, для труб подачи питьевой воды, лабораторного оборудования и инструментов.
Всего выделяют три наиболее распространенные группы бессвинцовых припоев:
- олово с медью – применяется для высокотемпературной пайки, относится к тугоплавким припоям, хорошо подходит для работы по медным изделиям;
- олово с серебром – подходят для низкотемпературной пайки, обеспечивают лучший контакт, чем у свинцовых припоев, но они имеют высокую цену.
- олово и с медью, и с серебром – также является мягким вариантом, который обладает меньшей стоимостью, чем предыдущий, и практически ничем не уступает ему в качестве соединений.
- олово с висмутом и серебром – может применяться для пайки меди при низких температурах;
- олово с цинком и висмутом – более дешевый вариант предыдущего, но имеет ряд сложностей в применении.
Основные свойства припоев
При выборе конкретной марки припоя для пайки медных проводов или алюминиевых сплавов необходимо руководствоваться их техническими характеристиками.
Однако для всех составов можно выделить перечень основных свойств:
- смачиваемость – показывает, насколько хорошо припой обволакивает и прилипает к паяемым деталям;
- прочность – определяет способность выносить механические усилия и нагрузки, для этот в состав могут добавлять бор, железо, никель цинк или кобальт;
- пластичность – способность к деформации, достигается за счет присадок из марганца, висмута, лития и т.д.;
- устойчивость к высоким температурам – важна для пайки твердыми сплавами, которые находятся в котельных, печах, трубопроводах, нагревательных приборах, свойство достигается путем добавления вольфрама, циркония, ванадия, гафния, ниобия и т.д.
- устойчивость к коррозионному разрушению – повышается путем легирования медью или никелем.
Критерии выбора
Выбирая какой-либо состав для лужения медных деталей или пайки проводов важно учитывать ряд факторов, который повлияет и на качество работы, и на полученный результат.
Среди таких критериев, в первую очередь, обращают внимание на:
- типы соединяемых элементов, из какого материала изготовлены, их толщина и параметры соединяемых поверхностей;
- способ пайки, для которого подбирается припой – медным жалом классического паяльника, феном, паяльной станцией и т.д.;
- допустимый температурный режим – температура плавления припоя должна быть меньше температуры плавления соединяемых элементов;
- наличие механического воздействия – определяется статическая или динамическая, возможно, вибрационная;
- устойчивость к агрессивной среде – для преждевременного разрушения припоя его тип должен предусматривать устойчивость к влаге, температуре, газам, пыли и прочим факторам, воздействующим на него в процессе эксплуатации.
Самые используемые марки
Наиболее популярными видами являются припои ПОС, в их основе свинец и олово, маркирующиеся ПОС-40, 60, 80 и т.д., здесь числовое обозначение указывает на процентное содержание олова. Выпускаются, как правило, в форме паяльной проволоки, в зависимости от процентного соотношения основных компонентов могут относиться как к легкоплавким, так и к тугоплавким маркам.
Применяются для пайки меди, алюминия, латуни, бронз и других металлов:
- ПОС-90 – хорошо подходит для пищевой индустрии;
- ПОС-40 – используют для труб и деталей из латуни, железа и т.д.;
- ПОС-30 – в кабельных соединениях;
- ПОС-61 – для работы с радиодеталями.
Из серебросодержащих марок часто встречаются припои ПСр- 15, 25,45, 65, 70, число после буквенного обозначения указывает на процент серебра. Этот тип охватывает как пайку меди в высокоточных приборах, так и медицинскую сферу.
Сплав Розе также называемый ПОСВ-50, один из припоев с самой низкой температурой плавления – от 90 до 100°С. Применяется в ювелирном деле, в пайке печатных плат, для плавких вставок и т.д.
Рис. 5. Сплав Розе
Видео в развитие темы
Литература.
При написании статьи использовалась следующая техническая литература:
- ГОСТ 17325-79. ПАЙКА И ЛУЖЕНИЕ. Основные термины и определения.
- ГОСТ 21930-76. Припои оловянно-свинцовые в чушках. Технические условия.
- Гуляев А. П. Металловедение. М.: «Металлургия» 1986 г. 544 с.
Припой для пайки меди: сравнительный обзор различных видов припоя + как подобрать подходящий
Медные трубы – это детали для глобальных или локальных коммуникационных систем, транспортирующих газ, воду, продукты нефтепереработки, охлаждающие жидкости и прочие важные ресурсы. Для объединения отдельных фрагментов в единую сеть используется припой для пайки меди. Подбирают его в зависимости от условий, в которых проходит эксплуатация системы.
Правильно оформленное соединение обеспечивает герметичность всего комплекса и предотвращает утечку подающегося состава в окружающую среду. А их неправильное соединение в будущем может вылиться в массу проблем.
Давайте попробуем разобраться в видах припоя и в том, какому из них лучше отдать предпочтение в конкретной ситуации.
Как проходит пайка сложных металлов?
Не так уж она и отличается от соединения других металлов по своей технологии. Например, наш процесс – пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.
Таблица паяльных флюсов.
Трубы для наружного водопровода: как выбрать и проложить
Между заготовками не забудем оставить зазор адекватно ширины – примерно 0,5 мм. Разогрев металлов нужно проводить также, без каких-либо новых нюансов. При достижении рабочего температурного уровня припой соединяем с деталями.
Затем конструкцию оставлять остывать максимально естественным образом. Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Нюанс, конечно, есть. Имя ему – припой для пайки меди. Все дело в его качестве и природе. Он великолепно подходит для работы как с медными заготовками, так и деталями из ее самых разнообразных сплавов, в которых партнерами выступают железо, никель, фосфор, олово, марганец и другие.
Все многочисленные варианты сплавов и их применения изложены в ГОСТе 52955 – 2008. Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если же «партнерские» металлы имеют свойства образовывать оксиды, с которыми флюсы для пайки меди справляются с трудом или вообще не справляются, то могут возникнуть проблемы.
Если говорить о типе соединений, то в пайке медных труб чаще всего применяется нахлесточный вид шва с шириной нахлеста не меньше 5-ти мм. Это не самый эстетичный вариант металлических соединений, но зато самый прочный и долговечный.
К счастью, в пайке можно формировать швы любой толщины без потреб качества, что никак не получится при сварке с помощью электрода. В зазор между заготовками медно фосфорный припой отлично втягивается, чтобы заполнить все возможные ниши и промежутки с образованием отличной герметичности соединения.
На основе серебра
Очень хорошие свойства имеют высокотемпературные припойные средства на основе серебра. Они подходят практически для всех металлических изделий. Единственный недостаток – цена благородного металла лимитирует возможности частого применения.
Существуют сплавы (ПСр-15) с невысокой концентрацией серебра. Они стоят меньше, чем концентрированные композиции, могут применяться чаще.
Составы (ПСр-45) с содержанием серебра – 45 %, меди – 30 %, цинка – 25 % обладают очень хорошими свойствами: вязкостью, текучестью, ковкостью, стойкостью к окислению и механическим воздействиям. Эти сплавы применяются по необходимости, при наличии финансовой возможности.
Варьируя соотношение указанных компонентов, можно изменять максимальные температурные значения, которые выдержит будущий шов. Еще лучшие качества демонстрирует высокотемпературная композиция с содержанием серебра 65 %, но стоит она очень дорого.
Технологические советы и замечания
Они касаются пайки меди со сталью и другими добавочными металлами:
- Обязательное требование к припою по меди – это его хорошо расплавленное состояние. Это необходимо для полноценного заполнения пространства между соединяемыми поверхностями.
- Смесь должна растечься по абсолютно всей поверхности, следить за этим неукоснительно.
- Флюс используется для удаления оксидной пленки и любых других видов грязи.
- Стоимость данных смесей находится в очень широком диапазоне, это объясняется различными составами и техническими характеристиками их сплавов.
Преимущества пайки
Пайка меди.
Соединение металлов методом пайки – очень популярная технология.
Этому есть серьезные причины:
- Пайка не деформирует детали во время процесса, их форма остается первоначальной.
- Не приходится иметь дела с явлениями коробления и какого-либо внутреннего напряжения.
- Прочность и герметичность сформированного шва.
- Независимость данной технологии и качества швов от различных температурных режимов, включая значительное нагревание.
- Возможность соединения металла с неметаллическими материалами.
- Нетрудное разъединение швов.
Классификация припоев
Припои подразделяются ровно на две категории по следующим параметрам:
- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
По этому критерию виды различаются следующим образом:
Низкотемпературный или мягкий вид припоя
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
Внутри этого вида также есть свои подвиды исходя из химического состава:
- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.
Припой для пайки меди.
Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.
Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% – олово и 5% – серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.
Высокотемпературный или твердый вид припоя
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.
Это необходимо из-за риска повредить структуру детали из-за основного металла в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
- Припои твердого типа делятся на:
- Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.
- Разновидности медных фитингов.
- Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.
- Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» – слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.
Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% – медь, 2% – серебро, 6% – фосфор.
При работе с твердыми марками обязательно применение флюсовых смесей. Вид флюса и его объем нужно подобрать правильно, исходя из технических характеристик.
Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
Для жаропрочных сплавов
Высокотемпературные припои применяют для нержавеющих и жаропрочных стальных сплавов. Пайку таких сплавов проводят с применением припоев на основе меди, меди с цинком, серебра.
Процесс осуществляется в печах в окружении водорода или паров раствора аммиака. При пайке с помощью меди, медно-цинковых композиций в качестве флюсовой добавки используют буру.
Серебряные высокотемпературные припои можно применять только в сочетании с активными флюсами. Полученные таким методом швы выдерживают нагревание до 600 ℃. Соединения, полученные с медьсодержащими составами, высокие температуры переносят хуже.
В качестве альтернативы иногда применяют никель-хромовые припои с платиной или палладием. Такие высокотемпературные материалы стоят дороже. Швы обладают большой термической и коррозионной устойчивостью.
При наличии на стальных изделиях из нержавеющих и жаропрочных сплавов больших зазоров, хорошее соединение дают порошковые припои, содержащие компоненты, идентичные химическим элементам сплавов.
Полученные швы выдерживают нагревание до 1000 ℃. Процесс проводят в вакуумированной среде, наполненной аргоном и газообразным флюсом.
Пара слов о флюсах
Чаще всего применяют следующие флюсовые составы:
- Специальный флюс для работы с алюминием, в котором главным элементом является олово с дополнениями из цинка, кадмия и буры. У цинка и кадмия в этой смеси особая функция: они повышают силу диффузии.
- Так называемая паста – флюс для пайки медных изделий. Это та же флюсовая смесь, только по консистенции она гуще обычных флюсов. Особенности паст-флюсов – их способность усиливать адгезию соединения и минимизирует формирование пузырьков из воздуха.
С алюминием часто работают как в промышленности, так и в домашних условиях. В составе припоя для пайки алюминия обязательно должны присутствовать кремний, цинк, медь и серебро. Сплавы должны быть высокотемпературными.
Технология
После того, как принадлежности и инструменты подготовлены, переходят к самой пайке:
Отрезаем деталь необходимой длины
Для раскроя трубных заготовок используют труборезы с ручным или электрическим приводом.
Чтобы рез был ровным, после каждого оборота следует затягивать на треть хода регулирующий прижим маховик. Кромку следует обработать фаскоснимателем и зачистить ершиком.
Если соединение стыковое, одну из труб следует расширить. Далее поверхности обезжиривают и проверяют качество их сопряжения.
Наносим флюс на поверхность трубы
Флюсовую пасту наносят на внутреннюю поверхность кисточкой, встроенной в крышку баночки. Она должна быть полностью покрыта флюсом, в то же время на ней не должны скапливаться излишки.
Соединяем
Детали вставляются одна в другую с легким проворотом в обе стороны. Это помогает равномерно распределить флюс.
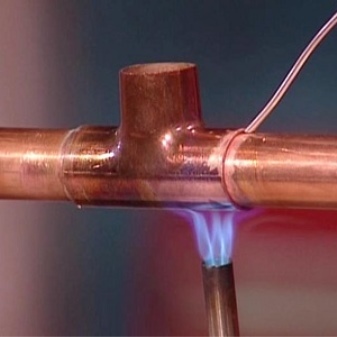
Излишки флюса необходимо стереть чистой ветошью.При низкотемпературной пайке включенную горелку направляют на стык. Стык необходимо прогреть равномерно, плавно перемещая факел. Катушку с припоем берут в левую руку. Проволокой касаются зазора, припой плавится и заполняет его. В этот момент пламя немного отводят в сторону, давая припою затечь в зазор.
Пропаянный стык должен остывать обычным путем, баз обдува или смачивания жидкостью. Это позволит избежать эффекта отжига.
Для высокотемпературной требуется более горячее пламя. Его получают, сжигая смесь пропана с кислородом либо ацетилена с воздухом. Прогревать стык следует равномерно и быстро, избегая пережога. Нужную температуру заготовки (750оС) можно определить по темно- вишневому цвету. Прогретый, но не расплавленный горелкой паяльный состав подают в зону стыка.
Опытные мастера сразу нагревают стык ровно настолько, сколько требуется для плавления и затекания паяльного состава. Начинающим пайщикам придется потренироваться на учебных заготовках. Избыток расплава удаляют медной лентой, предназначенной для удаления припоя. Пропаянный шов должен остывать естественным путем, без обдува холодным воздухом.
После остывания чистой сухой ветошью следует снять остатки флюсовой пасты.
Как выбирать припой для меди?
Один из самых главных критериев – это уровень температуры плавления. Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Если эта стенка толстая, прожечь ее трудно и, следовательно, риск повреждений ниже. В этом случае вполне приемлемо использование твердого типа для меди, у которого достаточно высокий уровень температуры плавления.
Для пайки пищевой меди существуют специальные сплавы, в которых отсутствуют какие-либо токсичные вещества или ядовитые элементы.
Зависит от задачи
Выбор используемых инструментов и материалов, прежде всего, зависит от выполняемых работ.
- Одно дело, если речь идёт о пайке проводов или электронных схем. Энергии на их прогрев тратиться немного, а зона соединения ограничена. Тут вполне можно обойтись электрическим паяльником, обычным оловянно-свинцовым припоем и канифолью в качестве флюса.
- Иные проблемы приходится решать, соединяя между собой детали значительной толщины и массы. Они поглощают значительное количество тепла и, за счёт высокой теплопроводности, быстро остывают, отдавая тепло в атмосферу. Решить проблему помогают газовые горелки или паяльные лампы, а также флюсы, обладающие более высокой эффективностью, чем традиционная канифоль.
Прежде чем приступать к подбору оборудования и материалов, следует определиться с характером предстоящей задачи и её объёмом.
( 2 оценки, среднее 4.5 из 5 )





