21 Август 2019 Гибка алюминиевой трубы: особенности разных способов и возможные проблемы
Вопросы, рассмотренные в материале:
- Зачем гнут трубы из алюминия
- Почему согнуть алюминиевую трубу не так просто
- Как правильно сгибать алюминиевые трубы
- Какими методами осуществляется гибка алюминиевой трубы
Ремонтные работы либо возведение новых зданий нередко требуют применения гнутых труб. Но, несмотря на востребованность подобных элементов, их не всегда можно приобрести в нужной конфигурации. Чтобы получить изделие, которое будет подходить по параметрам, производится гибка алюминиевой трубы на заказ по заранее выбранным эскизам.
Общая информация про гибку труб
В наше время конструкции из металла часто используются при строительстве. Чтобы получить изделие определенной формы и размера, применяется гибка алюминиевой трубы на заказ. Это довольно сложная процедура, которая предусматривает сгибание прямой заготовки с тонкими стенками. При этом происходит сжатие внутреннего и растяжении внешнего металлического слоя.
Таким образом, при работе с заготовкой специалисты растягивают и удлиняют наружный слой, при этом внутренний сжимается и укорачивается. Средний, то есть нейтральный участок, должен оставаться неизменным. Если изделие симметричное, данный слой будет находиться на равном расстоянии от одного и другого края. У несимметричных конструкций нейтральный участок пролегает через центр тяжести.
Гибка алюминиевой трубы не предусматривает использования сварки либо других методов соединения деталей. Учитывая, что в данном случае нет сильного воздействия на металлическую структуру, изделие выходит более прочным и долговечным.
При качественной гибке можно получить хорошую конструкцию из гнутой трубы без лишних резьбовых соединений и литых элементов. Правильно изогнутое изделие дает возможность пропускать газ, воду и иные субстанции без каких-либо препятствий.
Более того, данный метод позволяет добиться отличной герметизации конструкции, что существенно продлевает эксплуатацию изделий.
Сгибание трубы считается технологическим процессом повышенной сложности, так как эта процедура заканчивается деформацией металла. Если допустить ошибку, на изделии могут появиться нежелательные трещины.
Даже микроскопические отверстия приводят к тому, что металлоконструкция теряет свою прочность и надежность.
Но при строительстве часто применяются подобные изделия, так как правильно проведенная гибка алюминиевой трубы дает возможность получить жесткую конструкцию с отличными эргономическими характеристиками и приятным внешним видом.
При сгибании трубы получаются:
- водосточные желоба высокой надежности;
- элементы заборов;
- коньки крыш;
- перила;
- водоотводы и элементы декоративных украшений, используемых в строительстве и ремонте.
Ручная гибка алюминиевой трубы возможна и в холодном, и в горячем виде, для чего используются специальные приспособления. Предотвратить появление складок на месте сгибания либо овального сечения элемента можно, если взять специальный наполнитель. Не допустить возникновение дефекта можно за счет сухого песка, масла и других субстанций, легко удаляемых из трубы.
Если у профиля диаметр менее 20 мм, его можно согнуть в холодном состоянии при помощи ручного трубогиба. Он крепится на верстак с помощью плиты либо ступицы, на оси последней расположен неподвижный ролик, оснащенный хомутом, закрепленным к скобе с рукоятью.
Элемент, который необходимо согнуть, должен быть размещен между парой роликов так, чтобы хомут оказался в конце трубы. Затем в действие приводится рукоятка, поворачивающая скобу вокруг шаблонного ролика, стоящего неподвижно.
Это движение завершается, когда будет получен необходимый угол изделия.
Гибка алюминиевой трубы методом нагрева чаще всего необходима для элементов, диаметр которых более 100 мм. Для начала заготовка обжигается.
Когда металл станет более мягким, один конец трубки закупоривают пробкой.
После этого можно использовать наполнитель, к примеру, сухой мелкий песок, который засыпают в открытое отверстие, предварительно просеяв. Тут потребуется сито с ячейкой около 2 мм.
Наполнитель необходимо постоянно утрамбовывать, постукивая по изделию. Следует учитывать, что при нагревании мелкие песчинки будут спекаться и прилипать к стенкам. Когда труба будет полностью заполнена, второе отверстие необходимо прикрыть пробкой из дерева. В ней должно быть предусмотрено отверстие для выхода газов, которые непременно появятся при нагревании песка в трубке.
Раскалить изделие можно паяльной лампой либо газовой горелкой. Оптимальным будет появление вишнево-красного оттенка. Если же труба оказалась перегретой, ее необходимо охладить до нужного цвета.
Желательно действовать быстро и аккуратно. Мастер должен согнуть трубу с первого раза, так как повторное нагревание негативно скажется на свойствах металла.
Также нужно следить, чтобы отдельные участки конструкции не перегревались.
Даже при соблюдении всех правил гибка алюминиевой трубы в домашних условиях не дает стопроцентной гарантии качества готового изделия. Хотя и у профессионалов бывают ошибки. Изготовить конструкцию точно по эскизу без специального оборудования просто невозможно.
Существуют специальные устройства от иностранных производителей, которые созданы для качественного сгибания труб из всевозможных металлов. Они используются на крупных предприятиях.
Такое оборудование полностью автоматизировано, поэтому человеческой ошибки при изготовлении конструкции быть не может. Современные аппараты обладают высокой точностью работы, полной автоматизацией и крупными объемами производства.
За счет этого создается возможность установить низкие расценки на гибку труб.
Особенности алюминия как металла
Сгибание алюминия в чистом виде, а также его сплавов, может иметь несколько нюансов:
- При получении металла чаще всего проводится процедура искусственного либо естественного старения. Это необходимо для того, чтобы структура исходного материала стала более стабильной. Что касается непосредственно алюминия, то тут подобная термическая обработка требуется также и для создания прочной поверхностной пленки основного оксида AI2O3. Именно эта защита не допускает появления коррозии на изделиях из этого материала. Также пленка усиливает прочность конструкции, но от этого страдает пластичность.
- Трубопрокатное производство с использованием алюминия может проходить методом прокатки, горячей экструзии либо выдавливания. В последнее время наибольшей популярностью пользуются последние две технологии, хотя именно благодаря прокату алюминиевая труба становится более прочной, но ее чувствительность к напряжениям при сгибании увеличивается.
- Любой метод сгибания профиля за счет особенности процесса предусматривает смену местоположения «нейтральной линии». Это виртуальная кривая, разделяющая зону под напряжением сжатия (которая примыкает к внутренней части обрабатываемой трубы) и растягиваемый участок, расположенный на внешней поверхности изгибаемого изделия. По этой причине алюминиевые конструкции и трубы из сплава этого металла наиболее часто расходятся по внешнему, а не по внутреннему радиусу.
- В строительной практике часто используют профили из чистого алюминия таких марок, как АД0, АД33, АД31 и пр. Помимо этого, большим спросом пользуются изделия их дюралюминов, к примеру, Д1 и Д16.Многие выбирают сплавы из алюминия и марганца. Но нужно учитывать, что дополнительные добавки могут снизить пластичность исходного материала. Если гибка алюминиевой трубы проводится в домашних условиях, химический состав заготовки часто не берется во внимание. Это и приводит к неудачам, например, к появлению сложного пространственного контура. По этой причине перед началом работы необходимо тщательно проверить марку сплава, из которого была изготовлена труба. Далее нужно действовать в соответствии с рекомендациями по работе с конкретным металлом.
Если продукция оказалась несертифицированной, можно получить информацию из других источников:
- На торцевой части трубки должна быть маркировка. Расшифровать ее можно по справочнику, к примеру, по первому тому «Справочника конструктора-машиностроителя» Анурьева. Здесь будут указаны уровни пластичности материала.
- Самый доступный способ – это постукивание трубы молотком. Чем более звонкий звук, тем выше твердость металла.
- Можно использовать напильник. Элементы мягкого сплава, такого как АД0 либо АМг6, будут липнуть к инструменту. Твердые материалы отслаиваются от основы.
- Все разновидности дюралюминов, а в особенности Д16, обладают невысокой устойчивостью к коррозии. Поэтому производители выпускают такие трубы с поверхностным покрытием, выполненным методом анодирования. Это неудачные варианты для сгибания. Их можно повернуть лишь на небольшой угол.
- Изделия из дюралюминия будут пачкать руки, поэтому их легко отличить от чистого алюминия.
Как происходит гибка алюминиевой трубы
Когда сгибают алюминиевую трубу под любым углом, структура металла деформируется. То есть внутренний слой сжимается, а внешний растягивается. Плотность данного материала достаточно низкая, поэтому при правильном сгибании конструкция не сильно «травмируется». При использовании легированных профилей, которые обладают большей плотностью из-за особенностей производства, получить изогнутое изделие будет сложнее.
Труба из алюминия обладает достаточной гибкостью, чтобы изготовить из нее самую замысловатую конструкцию, сохранив целостность заготовки и сечения.
Процедура может проводиться вручную, с использованием несложных устройств или же на специальных промышленных станках. В зависимости от ситуации, сгибание может проходить в холодном либо горячем состоянии.
Тут многое зависит от таких моментов, как размер, вид, структура изделия, толщина трубы и сложность задуманной формы.
Существует четыре разновидности процесса сгибания профиля из алюминия в одной плоскости – это скоба, калач, отвод и утка. Два излома в 135° называют «уткой», три сгиба с углом 90° в центре и 135° по краям – это «скобка», сгибание в полуокружность именуют «калачом», а градус от 45 до 135 единиц – это «отвод».
Качественная гибка алюминиевой трубы возможна при соблюдении следующих правил:
- при наличии на профиле сварного шва необходимо следить за тем, чтобы он не оказался ни на вогнутой, ни на выпуклой линии изгиба;
- при сгибании тонких труб диаметром 15–20 мм нужно следить, чтобы радиус изгиба был не меньше значения ее внешнего диаметра, умноженного вдвое;
- если заготовка имеет диаметр более 25 мм, желательный радиус должен составлять не меньше величины внешнего диаметра трубки, увеличенного в три раза.
Вне зависимости от того, какой вариант обработки был выбран мастером, его основной задачей будет создание конструкции без надломов, внутренних сморщиваний, сплющиваний и трещин. Это возможно при правильном выборе профиля, инструментов и метода.
4 метода гибки алюминиевой трубы
Вне зависимости от цены, для обработки профиля могут быть использованы разные технологии. К основным вариантам следует отнести гибку через проталкивание, прокатку, обкатку и сгибание под давлением. Оборудование для каждого случая будет разное.
1. Гибка проталкиванием.
Это оптимальный вариант для получения пологого сгиба, который востребован при изготовлении арок, дуг и т. п. Радиус кривизны в данном случае будет небольшой. Как правило, это 5-6 диаметров самой трубки. Для получения такого сгиба изделие проталкивают между фиксирующим и отклоняющим роликами.
Уровень кривизны определяется по расположению ролика. Это не самый точный метод, с помощью которого сгибается алюминиевая труба. Поэтому предварительно нужно провести тестовую работу для определения характеристик обрабатываемого материала. Метод проталкивания подходит для профиля, диаметр которого не превышает 100 мм.
Если труба будет больше, для нее лучше подойдет способ прокатки. Проталкиванием удобно выгибать профиль для изготовления декоративных конструкций, таких как перила и ограды. Они могут быть частью мебели и интерьера дома. Функцией проталкивания есть у трубогибочных станков.
2. Гибка прокаткой.
Данный метод предусматривает использование трубогибов с тремя роликами. Между этими элементами прокатываются заготовки. Ролики, перемещающие трубу, имеют специальный привод, а от их расположения зависит уровень кривизны.
Точность прокатки очень низкая. Однако за счет возможности многоразовой обработки профиль можно привести в нужное состояние. Гибка алюминиевой трубы методом проката требует знаний и опыта. Этот способ подходит для заготовок с большим сечением.
3. Гибка обкатыванием.
Подобный способ подразумевает обкатывание трубки вокруг ролика, имеющего фиксированный диаметр. Для этого требуется внешнее воздействие, которое осуществляется роликом либо подвижной планкой. Заготовка не закрепляется на станке. Способ применяется на разном оборудовании.
При обкатке не используется дорн, поэтому труба малого диаметра тут не подойдет, так как ее может сжать. Минимальный размер алюминиевой трубы по радиусу при гибке должен составлять не менее 2,5. У готовой работы может не быть идеальной овальности в области сгиба.
4. Гибка давлением.
Здесь применяются прессы со штампами, имеющими определенную форму. Внешнее давление заставляет трубу принять нужный вид. Из минусов этого метода нужно выделить высокую стоимость пресс-формы, а также разброс пружинящих характеристик изделия.
Способ давления полезен тогда, когда трубу нужно не только согнуть, но и немного сплющить. Метод может быть задействован для ручного изготовления конструкции, где применяется матрица для конкретного радиуса профиля и привод с матрицей отвесного типа, прижимающего трубку.
В некоторых случаях используется не внешнее, а внутреннее давление за счет использования гидроформовки. Изначально металлический элемент укладывается в форму, а затем в него заливается жидкость. Большой напор прижимает стенки трубы и сгибает их в нужном направлении. Это наиболее точный способ, но и самый дорогой.
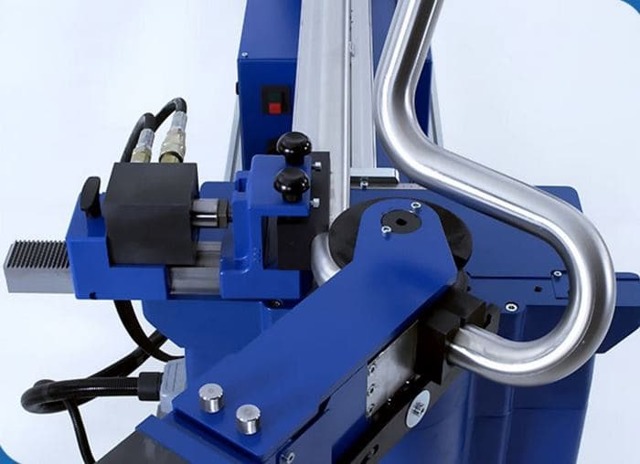
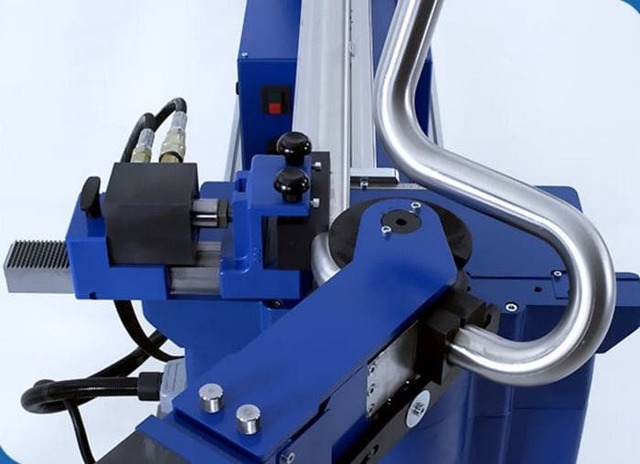
Минимальный риск повреждений дает гибка алюминиевой трубы на станке. Здесь могут быть созданы различные формы за счет электромеханических и гидравлических механизмов, работающих точно по заданным параметрам.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Статьи по темам: Изделия из металла, Металлообработка, Сварка, Лазерная резка, Металлоконструкции, Плазменная резка, Гибка металла, Шкафы, Свойства металлов, Механическая обработка, Покраска
Экспресс расчет стоимости заказа
Узнайте предварительную стоимость заказа, отправив нам необходимую информацию:
Как согнуть алюминиевую трубу в домашних условиях – выбор способа и оборудования
Содержание:
Алюминиевые изделия в настоящее время очень разнообразны и востребованы, что свидетельствует о том, что этот материал эффективен и незаменим во многих областях жизни. Одной из самых популярных разновидностей продукции данного типа является алюминиевая труба.
Особенности алюминиевых труб
Алюминиевые трубы отличаются малым весом, пластичностью, стойкостью к коррозии, химическим и температурным воздействиям (способны переносить колебания температуры от +150 до -279 градусов).
Кроме того, эти изделия имеют высокую электро- и теплопроводность, не содержат вредных токсинов и способны служить длительное время. Из алюминиевых трубок своими руками можно изготовлять самые разные конструкции.
Алюминиевые трубы классифицируют по следующим параметрам:
- Форме сечения. Они могут быть круглой, квадратной, прямоугольной и фасонной форм.
- Способу изготовления. Бывают холоднодеформированными, прессованными и сварными.
- Длине. Мерные, немерные, имеющие кратную мерность и бухтовую фасовку.
- Химическому составу (марка АI). Могут иметь высокую или техническую чистоту.
Чтобы сделать сплав более прочным, в него добавляются определенные примеси: однако при этом степень его пластичности уменьшается. Пластичность алюминиевых изделий делает их более удобными для механической обработки.
Сгибание алюминиевой трубы отличается значительной простотой, и может быть проведено самостоятельно. Чтобы достичь цельности и невредимости сгибаемого изделия, важно заранее ознакомится с технологией данного процесса.
Как согнуть алюминиевую трубу
Сгибая прямую алюминиевую трубу под любым углом, мы тем самым деформируем структуру металла. Происходит сжимание внутреннего слоя профиля, и растягивание внешнего.
Для алюминия характерна довольно низкая степень плотности, поэтому в результате сгибания данные изделия травмируются довольно незначительно.
Что касается легированного алюминия, то по причине большей плотности процедура сгибания изготовленных из него труб отличается большей сложностью.
Благодаря гибкости алюминиевые трубы хорошо подходят для изготовления самых замысловатых конструкций, при сохранении их сечения и целостности.
Сгибать такие изделия можно ручным способом, для чего применяются нехитрые механизмы или специализированные приспособления. Заготовка при этом может разогреваться или оставаться холодной.
Обычно на этот фактор влияет размер, вид и структура сгибаемой трубы, толщина ее стенок и сложность выбранной конфигурации.
Гибка алюминиевых труб в одной плоскости может иметь вид отвода, скобы, утки и калача. Заготовки, имеющие два сгиба в 135 градусов, называются уткой, три сгиба – скобой (параметр центрального угла – 90 градусов, крайнего – 135 градусов). Изгиб в виде полуокружности называется калачом, а сгиб в 45-135 градусов – отводом.
Осуществляя сгибание, важно придерживаться следующих рекомендаций:
- При наличии у алюминиевой трубы сварного шва во время сгибания он не должен попасть ни на вогнутую, ни на выпуклую линию изгиба, перпендикулярно деформируемой поверхности.
- На изделиях диаметром 15-20 мм при выборе величины радиуса сгиба за ориентир берется показатель наружного диаметра, который удваивают.
- Заготовки, обладающие диаметром более 25 мм, оснащаются радиусом сгиба, равной величине наружного диаметра, умноженного на 3.
Вне зависимости от выбранного варианта гибки, главная задача — не допустить, чтобы в процессе гибки появились какие-то дефекты. Решая задачу, как согнуть алюминиевую трубу в домашних условиях, важно понимать, что в этом случае все зависит от правильности выбора способа и инструмента, а также соблюдении правил безопасности.
Как работать с трубогибом в домашних условиях
Трубогибами называют специальные механизмы, для которых характерен различный принцип действия. С их помощью реализуется ручная и механическая гибка труб профильного и круглого сечения в условиях производства или дома.
Существуют следующие виды ручных трубогибов, подходящих для сгибания пластичных тонкостенных изделий из алюминия, обладающих малым диаметром:
- Рычажный. Этот механизм еще называют станком Вольнова. Для закладки заготовки в нем предусмотрена специальная форма. Сам процесс сгибания не требует нагревания трубы, и осуществляется рычажной силой. Форма соответствует определенному диаметру.
- Арбалетный. Конструкция, в которой закрепляют заготовку, оснащена гнущим сегментом, осуществляющим продавливание середины трубы с противоположной от концов стороне.
- Пружинный. Перед изгибанием труба оснащается пружиной, которую закладывают внутрь изделия. Далее заготовку могут разогревать, или применять холодный метод сгибания. По окончанию процедуры пружину необходимо извлечь.
При помощи станочной гибки существует возможность решения вопроса как согнуть, и как выпрямить алюминиевую трубку самого различного диаметра и формы. Риск ее повреждения сведен практически к нулю.
Данные механизмы могут иметь электромеханический или гидравлический принцип работы, что гарантирует получение точного результата работы, согласно выдвигаемым требованиям. Также есть способы, как загнуть трубу без трубогиба, что весьма удобно, когда под рукой нету необходимого инструмента.
Способы гибки
В данном оборудовании могут применяться такие способы гибки:
- Проталкивание. В этом случае алюминиевую трубу толкают между роликами станка: на один из роликов возлагается задача отклонять заготовку. Таким образом достигается получение дугообразного изгиба, при очень незначительном радиусе искривления. Величина радиуса изгиба определяется умножением на 6 диаметра трубы.
- Прокат. Алюминиевую трубу диаметром от 10 до 100 мм прокатывают сквозь гибочные ролики, которые должны строго соответствовать диаметру изгибаемой трубы. Для осуществления этой операции применяют трехвалковый трубогиб, который способен выполнять сгибания в виде кольца, спирали и дуги. С его помощью можно обрабатывать как круглый, так и прямоугольный профиль. Прокатка осуществляется в несколько заходов.
- Обкатывание. Для сгибания задействуется обкатная головка трубогиба, которая сгибает заготовку под давлением. На участках без давления происходит прогибание трубы в противоположную сторону. Нагревание обкатывание не сопровождается. Чтобы заготовка не сжималась, нужно следить за соблюдением минимального радиуса сгиба: она равняется умноженному на три радиусу трубы.
- Сгибание давлением. Тут для прессовки применяются штампы, деформирующие заготовки с внешней стороны, или гидроформирование, когда для сгибания изнутри в границах формы труба заполняется водой или маслом под давлением.
Самостоятельное сгибание алюминиевой трубы
Вначале определяют, трубу какой марки, диаметра и толщины стенок требуется согнуть. Если подобную процедуру требуется проводить время от времени, то лучше сразу обзавестись ручным трубогибом, благо, в продаже имеется огромный выбор различных моделей данного приспособление.
Кроме того, существуют и другие методы гибки труб в домашних условиях, особенно если речь идет о разовых мероприятиях:
- Перед тем, как загнуть алюминиевую трубу в домашних условиях, в нее забивается сухой, мелкий, просеянный песок. На концы заготовки требуется одеть заглушки в виде чопов, после чего проводится медленное сгибание заготовки. Это можно делать даже вручную, однако один конец для удобства лучше закрепить хомутом. После того, как заготовка согнута, с нее высыпают песок: он необходим для сохранения округлой формы трубы. Если работа проводится в зимнее время, вместо песка можно использовать замороженную внутри воду. По окончанию процедуры деталь помещается в теплые условия для оттаивания льда.
- Если требуется согнуть трубу со слабым уровнем пластичности (из дюралюминия), то при использовании способа с песком потребуется также наличие газовой горелки. Один конец трубы в таком случае зажимают в тиски, горелка же служит для равномерного разогревания участка изгиба до температуры +250 градусов. Для проверки оптимальности нагревания к трубе подносится кусок бумаги: появления дыма будет знаком готовности изделия к последующему изгибанию. При его проведении важно не спешить. Многократное нагревания того же участка трубы недопустимо.
- В этом случае вначале происходит изготовления из древесины полукруглого шаблона, толщина которого должна превосходить диаметр заготовки. Сообщив ему нужный радиус изгиба, заготовку закрепляют на плоскости при помощи струбцин и болтов. Впритык к шаблону крепят доску, имеющую идентичную толщину и уклон: важно добиться хорошей плотности укладки трубы между ними. Заложив один конец трубы к направляющей доске по касательной относительно полукруга, вторым ее концом нужно проводить загибающие движения вокруг шаблона. Таким образом можно гнуть пластичные трубы диаметром до 40 мм на довольно значительные радиусы.
- После того, как в трубу засыпан песок, она кладется двумя концами на две устойчивые опоры: место сгиба должно провисать. Этому участку и сообщается нужный радиус при помощи резиновой киянки. Особенно удобно таким образом изгибать квадратные алюминиевые трубы.
- Участок заготовки, где проводится сгибание, изнутри оснащается пружиной из стали: на ее конец привязывается проволока. После приобретения трубой нужной формы пружину вытаскивают за эту проволоку. При необходимости, место сгибания можно разогреть.
Проводя подобные операции, важно помнить, что гибка ведет к изменению длины трубы, поэтому нужная длина участка выставляется уже после его сгибания. В целом, согнуть алюминиевую трубу в домашних условиях вполне возможно, главное подобрать для этого нужный инструмент, и строго следовать рекомендациям.
Как согнуть алюминиевую трубу: способы в домашних условиях, процесс изгибания, необходимое оборудование, ошибки при работе, сложности
Алюминиевые трубы используются в машиностроении, в мебельном производстве, при изготовлении транспортных средств и т. д. Востребованность материала обусловлена техническими характеристиками. Согнуть трубу из алюминия можно в домашних условиях. Приспособление для работы подбирают, учитывая конфигурацию и материал трубы.
Особенности производства, свойства алюминиевых труб
Производители изготавливают детали разными способами. Алюминий имеет низкую плотность. При изменении конфигурации стенки трубопроката минимально подвергаются деформации. Это делает элементы востребованными при самостоятельном изготовлении труб.
Недостатком материала является низкая степень прочности. Из алюминия недопустимо изготовление конструкций, подвергающихся регулярным высоким нагрузкам. Детали имеют следующие достоинства:
- Устойчивость к негативному влиянию влаги. Исключается образование коррозии при длительном взаимодействии с водой.
- Гибкость. Заготовкам легко придают нужную конфигурацию. При этом повреждаются стенки.
- Простота обработки. Алюминий легко сверлится, паяется и сваривается.
- Устойчивость к перепадам температуры. Трубопрокат можно использовать при минусовом и плюсовом показателе. При резкой смене температуры степень расширения минимальна.
- Отсутствие веществ, наносящих вред здоровью человека. Заготовки используют для изготовления кухонного оборудования.
- Теплопроводность. Материал хорошо проводит тепло и звуки.
Преимущества учитывают при выборе деталей. Свойства изделий и технология обработки отличаются и зависят от способа изготовления.
Трубопрокат из алюминия производят разными способами
Производители выпускают продукцию с отличающимися свойствами. Различают три метода изготовления алюминиевых труб:
- холодное деформирование;
- сваривание;
- прессование.
Методом холодного деформирования изготавливают бесшовные трубы диаметром до 150 мм. Изделия устойчивы к механическим нагрузкам. Дополнительно продукция поддается термообработке. Это улучшает прочностные характеристики.
Методом сваривания элементы изготавливают из ленты. Так получают прочный трубопрокат со швом. На начальном этапе лента поддается термической обработке. Это делает готовую продукцию устойчивой к деформации.
Методом прессования выпускают трубопрокат диаметром до 300 мм. При этом трубы имеют разную толщину стенки. При горячем прессовании удается получить трубы устойчивые к деформации.
Учитывая свойства материала, можно определить, как согнуть алюминиевую трубу своими руками. Незакаленные детали хорошо поддаются деформации. Термически обработанные элементы требуют прикладывания больших физических усилий.
Где применяют алюминиевые изделия
Материал устойчив к гниению. При взаимодействии с воздухом на поверхности образуется оксидная пленка. Это предотвращает негативное воздействие кислорода и влаги. Преимущества трубопроката делают его востребованным в различных сферах:
- Сельское хозяйство. Обустраивают поливочные системы. Используют в качестве каркаса для теплиц.
- Производство климатического оборудования. Трубки имеют хорошую теплопроводность. Их применяют при изготовлении радиаторов.
- Автомобилестроение. Для транспортных средств изготавливают детали уменьшенной массы.
- Сборка мебели. Из алюминиевых труб делают фурнитуру и декоративные элементы.
- Сборка трубопроводов. Детали устойчивы к химическим веществам. По трубопроводам перемещают жидкую и газообразную рабочую среду.
Алюминиевые трубки востребованы в строительстве и при ведении домашнего хозяйства. Простота обработки делает возможным монтаж без применения специализированного оборудования. Согнуть алюминиевые трубки в домашних условиях сможет человек, имеющий минимальные технические знания.
Процесс изгибания
Чтобы правильно согнуть алюминиевую трубу, необходимо учесть степень ее прочности. Для этого перед началом работ изучают нормативную документацию, приложенную производителем.
Процесс сгибания предусматривает деформацию трубки. При этом внутренняя поверхность образовавшегося угла зажимается, а внешняя — растягивается. Превышение допустимого усилия приведет к возникновению трещин.
Для работы понадобится трубогиб. Это приспособление, предназначенное для гибки элементов под нужным углом. Можно приобрести готовый вариант или сделать трубогиб своими руками. Так удастся согнуть заготовки под нужным углом.
Сложности
При работе важно соблюдать последовательность действий. Превышение допустимых усилий приведет к повреждению трубки. Металл пластичен и легко поддается обработке.
Сложности возникают со сплавами, имеющими высокую прочность. Это металл, изготовленный с добавлением меди, цинка, марганца и т. д. Зависимость прочности алюминиевых труб от состава приведена в таблице.
| Степень прочности | Добавки |
| Низкая | Без добавок |
| Средняя | Магний, кремний |
| Нормальная | Магний, медь |
| Высокая | Медь, магний, цинк |
| Для ковки | Медь, магний, кремний |
Чтобы было проще согнуть алюминиевую деталь с улучшенными прочностными характеристиками, ее подвергают нагреву. При увеличении температуры металл становится более пластичным и легче поддается обработке.
Способы сгибания
Существует несколько вариантов, как согнуть алюминиевую трубку. При выборе метода учитывают степень эластичности металла и конфигурацию, которую необходимо получить в итоге. Согнуть алюминиевую трубу можно следующими способами:
- Трубогиб. Используют ручные или механизированные инструменты. В домашних условиях можно сделать трубогиб своими руками. Принцип действия приспособления заключается в том, что трубу пропускают через несколько роликов, меняющих ее конфигурацию. Существуют рычажные инструменты.
- Пружина. Чтобы согнуть алюминиевую деталь, помещают в нее стальную пружину. Она поддерживает стенки и предотвращает деформацию профиля. После сгибания пружину извлекают. Этот способ подходит для трубок с небольшим диаметром.
- Мелкий наполнитель. В домашних условиях, чтобы согнуть алюминиевую заготовку, применяют песок. Им заполняют трубу. При изменении формы песок поддерживает стенки и предотвращает деформацию профиля. После работы песок удаляют воздухом, подаваемым под давлением.
Чтобы правильно согнуть алюминиевые трубы, необходимо плавно менять их форму. Рывки при работе приведут к повреждению стенок.
Необходимое оборудование
Чтобы согнуть алюминиевую трубу, используют различное оборудование. Ручными приспособлениями меняют форму деталей небольшого диаметра. Трубы больших размеров сгибают механизированными трубогибами.
Производители выпускают ручной инструмент рычажного типа. Заготовку зажимают между роликами и направляющими. При переведении рычага в нужное положение меняется форма трубки.
Для деталей большего диаметра используют трубогибы с электрическим приводом. Это устройства, в которых усилие передается от электродвигателя. Для снижения нагрузки на вал мотора устанавливают шестеренчатые или ременные редукторы.
Возможно применение трубогиба с электрическим приводом, работающего от аккумуляторной батареи. Механизмы востребованы в местах, где отсутствует электрическая сеть. Это удаленные от населенных пунктов объекты.
Согнуть алюминиевую трубу можно гидравлическим оборудованием. Нагнетатель подает масло под давлением к рабочему цилиндру. Он передает усилие на ролик или рычаг, сгибающий алюминиевую трубу. Нагнетатель оснащается плунжерным или шестеренчатым насосом. Такая конструкция отличается низким уровнем шума при работе.
Ручной трубогиб
Как согнуть трубу дома
Изменить форму детали можно в домашних условиях без применения трубогиба. Работу проводят в следующей последовательности:
- Подготавливают шаблон. Подойдут легкие в обработке материалы. Это деревянный щит, толстая фанера, древесностружечная плита и т. д. Форму подбирают отдельно для каждого случая.
- Неподвижно фиксируют шаблон на верстаке или другой устойчивой поверхности.
- Заполняют полость трубки мелким песком. Наполнитель предварительно просеивают через решето. Песок должен быть сухим. Нарушение этого правила приведет к испарению влаги при повышении температуры.
- Нагревают участок, подвергающийся сгибанию. Для быстрого повышения температуры стенок применяют газовую или бензиновую горелку.
- Прижимают алюминиевую трубку к шаблону. Важно учитывать, что металл быстро остывает, при этом его эластичность ухудшается. Чтобы согнуть заготовку, можно прижать ее к шаблону резиновой киянкой.
- Удаляют песок. Продувают деталь сжатым воздухом.
После работы осматривают измененное место на предмет повреждений. Наличие трещин и порывов недопустимо.
Основные ошибки при работе
Согнуть алюминиевую трубу без трубогиба в домашних условиях можно, если соблюдать последовательность действий. В некоторых случаях при работе допускают несколько ошибок:
- перегрев тонкой стенки, приводящий к плавлению металла;
- неполное заполнение внутренней полости песком;
- превышение допустимого угла изгиба, приводящее к деформации профиля;
- неполный нагрев, ухудшающий эластичные свойства.
Изучение нормативной документации, предложенный производителем, и соблюдение технологии позволяет правильно согнуть алюминиевую трубу в домашних условиях.
Для работы не требуется наличие специализированного образования. Можно использовать инструменты различной конструкции. После гибки необходимо осмотреть участок на предмет повреждений. Трещины, порывы и деформации профиля недопустимы. Более подробно о гибке алюминиевых труб можно посмотреть на видео.
Сгибали ли вы алюминиевые заготовки в домашних условиях? Какой инструмент при этом использовали? Оставляйте комментарии, добавляйте статью в закладки и делитесь ею в социальных сетях.
- Также советуем ознакомится с видеоматериалами по теме статьи.
- Как правильно согнуть алюминиевую трубу, толщина 20-ка.
- Как согнуть дюраль.
Способы гибки алюминиевых труб

Как согнуть алюминиевую трубу — этот вопрос не может показаться странным для людей, которые уже имели дело с гибкой алюминия (и, в частности, сплавов на его основе). Данный металл, несмотря на высокую пластичность, капризен при деформировании, особенно в пустотелых сечениях. Между тем, алюминиевые трубы часто встречаются как элементы трубопроводных соединений.
Популярные марки алюминия для гибки
Сложности гибки как чистого алюминия, так и сплавов на его основе, связаны со следующими обстоятельствами:
- В процессе получения металл, в большинстве случаев, проходит искусственное или естественное старение. Вообще-то, оно применяется с целью стабилизации структуры исходного металла, но для алюминия и его сплавов необходимость такой термической обработки состоит еще и в создании на поверхности прочной пленки основного оксида Al2O3. Такая пленка придает продукции необходимую коррозионную стойкость, но, с другой стороны, повышает прочность, и, что существеннее, снижает пластичность.
- Алюминиевый трубный прокат производится по нескольким технологиям — прокаткой, горячей экструзией и выдавливанием. Последние два способа получают все большее распространение, однако, именно после них прокат существенно упрочняется, а его чувствительность к напряжениям изгиба возрастает.
- При любых способах гибки профилей, в силу физических особенностей процесса, постоянно изменяется месторасположение так называемой «нейтральной линии» — виртуальной кривой, которая разделяет между собой зоны с напряжениями сжатия (которые примыкают к внутренней поверхности изгибаемой заготовки), от зон с напряжениями растяжения, располагающимися на внешней поверхности гиба. Поэтому трубы из алюминия и его сплавов чаще трескаются не по внутреннему, а по внешнему радиусам.
- Широкое практическое применение получили трубчатые профили не только из чистого алюминия (например, марок АД0, АД31, АД33 и т.п.), но также и из дюралюминов типа Д1 или Д16, а также из сплавов алюминия с марганцем. Все эти составляющие снижают пластичность исходных заготовок. Поскольку в быту химический состав начального проката часто игнорируется, то неудачи при гибке, в частности, по сложному пространственному контуру, вполне возможны.
В связи с этим, перед гибкой алюминиевых труб следует точно определить марку сплава и условия его предварительной термообработки.
Если сертификат на продукцию отсутствует, то подобную проверку можно выполнить несколькими способами:

- Изучить маркировку, которая обычно приводится на торцевых участках трубы, а затем, по доступным справочникам (хотя бы того же «Справочника конструктора- машиностроителя» Анурьева, т.1), уточнить необходимые показатели пластичности;
- Легким простукиванием изделия молоточком: с повышением твердости материала звук становится более звонким;
- Более мягкий сплав налипает на напильник (характерно, в частности, для АД0 и АМг6), а более твердый — отслаивается от собственной основы;
- Все дюралюмины (а особенно Д16) изначально обладают низкой коррозионной стойкостью, поэтому часто реализуются с поверхностным покрытием по методу анодирования. Такие заготовки допустимо гнуть лишь на небольшие углы;
- Дюралюминиевые трубы не пачкают руки при контакте.
Особенности гибки алюминиевых профилей
Перед получением гнутого профиля требуется подготовить исходные данные, касающиеся:
- Максимально допускаемого значения для внутреннего радиуса гибки трубчатой заготовки rmin.
- Приемлемого изменения формы поперечного сечения трубы после деформирования (особенно это критично для элементов трубопроводов).
- Длины свободного участка трубы после гибки.
- Ожидаемой пластичности исходного материала.
Суммируя, стоит отметить, что залогом успешной гибки будет формирование в изгибаемой заготовке напряженного состояния всестороннего неравномерного сжатия. При этом усилие противодавления должно составлять не более 50…70% от основного усилия. Иначе деформировать даже алюминиевую трубу окажется нелегко. Для создания такого противодавления можно применять следующие технологические приемы:
- Загибать исходную заготовку только на дорновом трубогибочном станке, причем использовать не жесткий, а эластичный дорн, например, резину средней твердости. В частности, такой материал на основе каучука под торговой маркой Dacheng производит китайская компания HengShui. Есть и отечественные резины (например, 7889).
- Согнуть алюминиевую трубу диаметром до 20…30 мм можно за один переход, причем без нагрева заготовки. При необходимости, производить гибку по более сложному пространственному контуру, либо использовать трубу большего диаметра, заготовки предварительно подогревают до 80…1000С. Резиновые дорны такое превышение температуры переносят спокойно, но в экстремальных ситуациях выход заключается в применении составного дорна. Он представляет собой стальной сердечник, на который напрессовывается резиновая втулка.
- В бытовых условиях для качественного гиба трубы из алюминия используют следующее: внутреннюю поверхность заготовки заполняют мелкозернистым сухим песком, а торцы тщательно заглушают. Способ применим только для бесшовных труб.
- Локальное уменьшение протяженности зоны с растягивающими напряжениями. Для этого применяют либо опорный ролик с увеличенным на 1…2 мм радиусом, либо между полуфабрикатом и роликом помещают полоску мягкой стали, которая примет на себя часть растягивающих нагрузок процесса.
Технически неграмотно использование трубогибов для алюминиевых труб, которые работают на ином принципе деформирования. Исключение составляет гибка по весьма большим радиусам, когда rmin > (8…10)D (где D — внешний диаметр заготовки). Впрочем, и в таком случае вероятность деформации торцов изделия является высокой.
Для расчета размерных параметров можно использовать следующие практические рекомендации:
- При гибке мягких сплавов с толщиной стенки трубы до 1…1,5 мм значение rmin при угле гиба до 900 не может быть меньше толщины стенки заготовки;
- Для гнутого трубчатого профиля из твердого/закаленного алюминия значение rmin при тех же условиях увеличивают не менее, чем в 4 раза;
- Поверхность сгибаемого полуфабриката должна быть чистой от грязи и пыли, при этом сдирать окисную пленку (имеет белесый цвет) с заготовки не рекомендуется;
- Пружинение алюминия не учитывают: абсолютные его значения малы, а догибку готового изделия, при необходимости, можно выполнить и вручную.
Особенности ручной гибки алюминиевых труб
Как согнуть алюминиевую трубу самостоятельно, когда приобретение дорогостоящего специализированного станка нецелесообразно? Гибка трубы в домашних условиях может быть выполнена и без трубогиба, если воспользоваться следующими рекомендациями:
- Для повышения пластичности металла и снижения нагрузок при гибке заготовку в зоне гиба подогревают, используя обычную газовую горелку. Исключение составляет анодированный алюминий. Критерием готовности заготовки к деформированию служит температура ее поверхности: бумага, расположенная на ней, задымит или воспламенится. Следует помнить, что при превышении температуры более 120…1400С в многокомпонентных сплавах (например, АМг) могут начаться структурные превращения. После нагрева немедленно приступают к гибке.
- Для деформации подойдет шаблон из трубы того же радиуса гиба. Можно изготовить его и из древесины, предварительно пропитанной креозотом. На него накладывается и тщательно фиксируется исходная трубчатая заготовка. После этого целенаправленными ударами резиновой киянки трубе придают необходимый угол. При необходимости процесс повторяют.
- При гибке труб диаметром до 15…20 мм на наружный диаметр заготовки надевают стальную пружину, а затем, используя вставленный в торец заготовки стальной прут, производят обжим материала по шаблону или фиксатору.
- Вместо песка, в качестве заполняющей среды, можно использовать и воду, однако такой способ более сложен с точки зрения практической реализации, особенно при гибке трубы в домашних условиях.
Поиск записей с помощью фильтра: ГибкаЗаточкаЗащитаКовкаРезкаСваркаСверлениеСлесарнаяТермоТокарнаяШлифовка АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер АлюминийЛатуньМедьНержавейкаОцинковкаТитанЧугун





